

Hot extrusion forming process of half-shaft casings and special device
A half-shaft sleeve, forming process technology, applied in forging/pressing/hammer devices, manufacturing tools, metal processing equipment, etc., can solve the problem of high mold replacement cost, unstable workpiece coaxiality, short life of forging molds, etc. problems, to ensure the lubrication and cooling time, reduce the artificial machining allowance, and achieve the effect of stable coaxiality of the workpiece
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] The present invention will be described in further detail below in conjunction with the accompanying drawings and specific embodiments. The following description is only exemplary and does not limit the protection scope of the present invention.
[0037] A hot extrusion forming process for a half-shaft casing, comprising the following steps:
[0038] 1) Select the appropriate round steel according to the design product, and heat the round steel to 1100-1250 ° C. Considering the rapid heating, preventing the oxidation of the round steel after heating and reducing material loss, the heating device is an intermediate frequency diathermy furnace;
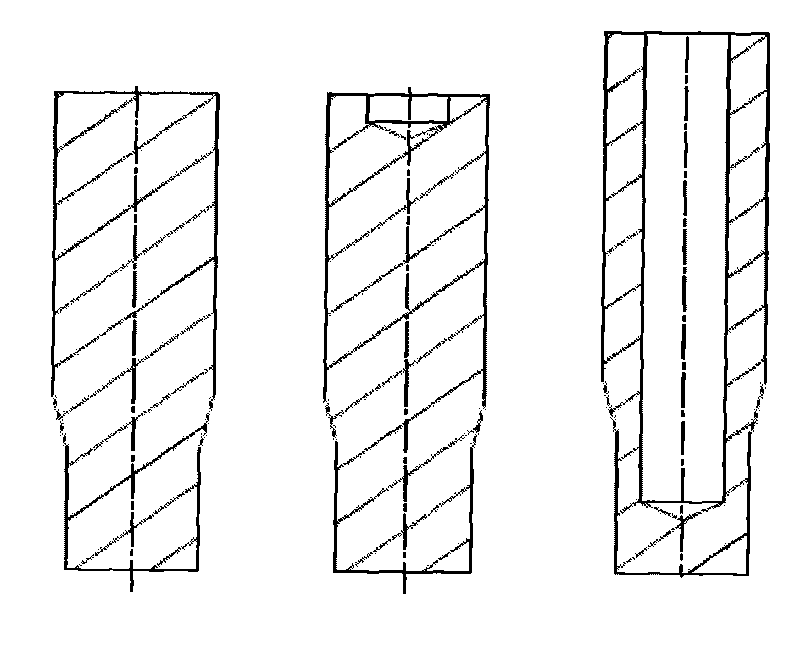
[0039] 2) Forward extrusion upsetting: Put the above-mentioned heated round steel into the upsetting mold to form upsetting into a forming blank whose shape is suitable for the side wall of the pre-forging mold cavity, such as image 3 As shown, the diameter of the forming blank meets the design requirements, and the length is 60...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More