Direct thermal treatment process technology after rolling steel plate
A process technology, steel plate technology, applied in the field of direct heat treatment process after steel plate rolling, can solve the problems affecting the cooling uniformity of the steel plate, lower than 880 ℃, eliminate plate shape defects, etc., achieve small space occupation, fast speed, and improved The effect of flatness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
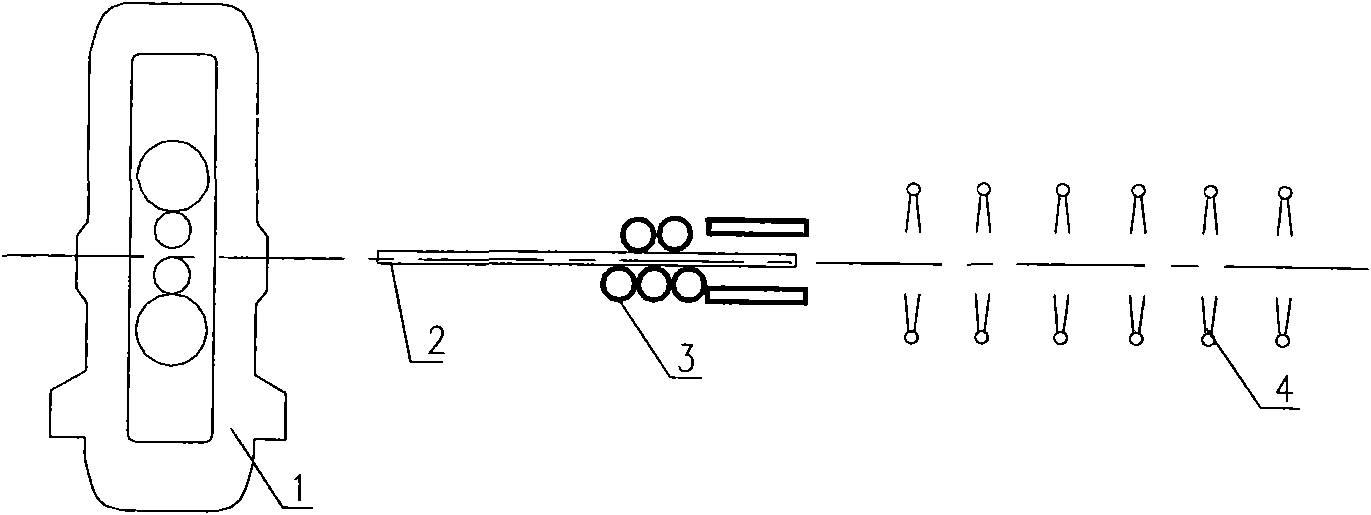
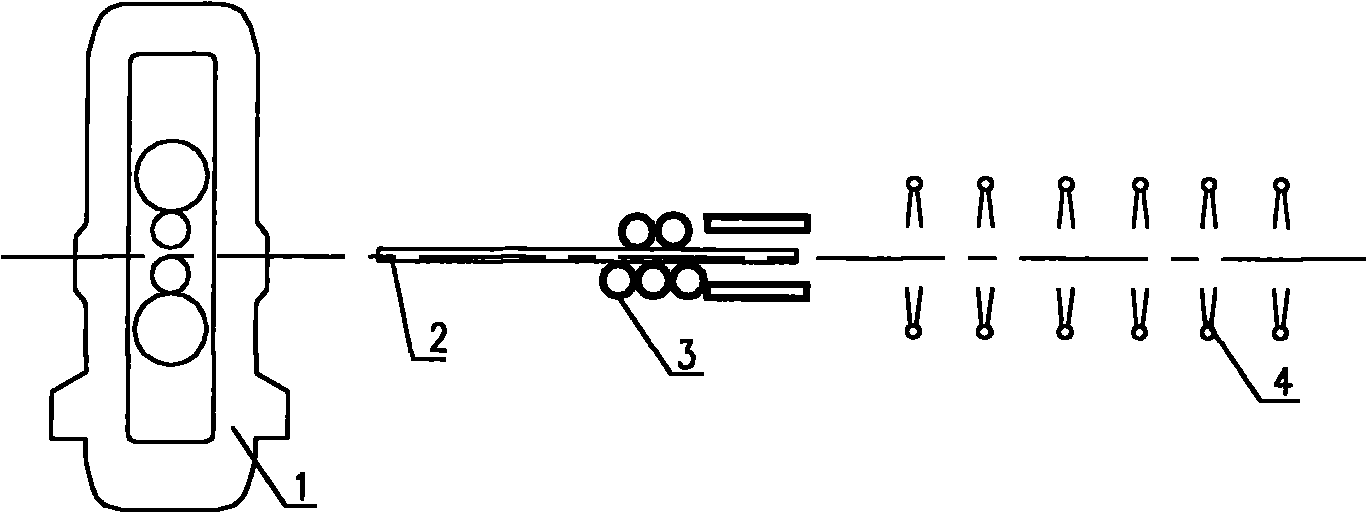
[0019] An electric induction heating device 3 with straightening rollers is installed between the rolling mill 1 and the DQ and ACC cooling device 4. The front and rear of the electromagnetic induction heating device are equipped with straightening rollers, and the number and specific positions of the straightening rollers are set according to needs. It is used to pinch the steel plate and improve the shape of the rolled steel plate, especially the flatness, so as to ensure the cooling uniformity of the steel plate in the water cooling process.
[0020] After the steel plate 2 rolled by the rolling mill 1 passes through the electric induction heating device 3 with straightening rollers, it is then heat-treated by the DQ and ACC cooling device 4 .
[0021] When the steel plate needs to be quenched online, the straightening roller will straighten the steel plate, and the electromagnetic induction heating device will heat and soak the slow moving steel plate to the required quench...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com