Petroleum sleeve steel and manufacturing method thereof
A technology of oil casing and manufacturing method, which is applied in the field of metal material manufacturing, can solve the problems of high cost and inability to stably produce K55 casing steel at the same time, and achieve the advantages of increased tensile strength, improved yield strength, and low yield ratio Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0028] The present invention will be further described below in conjunction with specific embodiments and accompanying drawings, but the protection scope of the present invention should not be limited thereby.
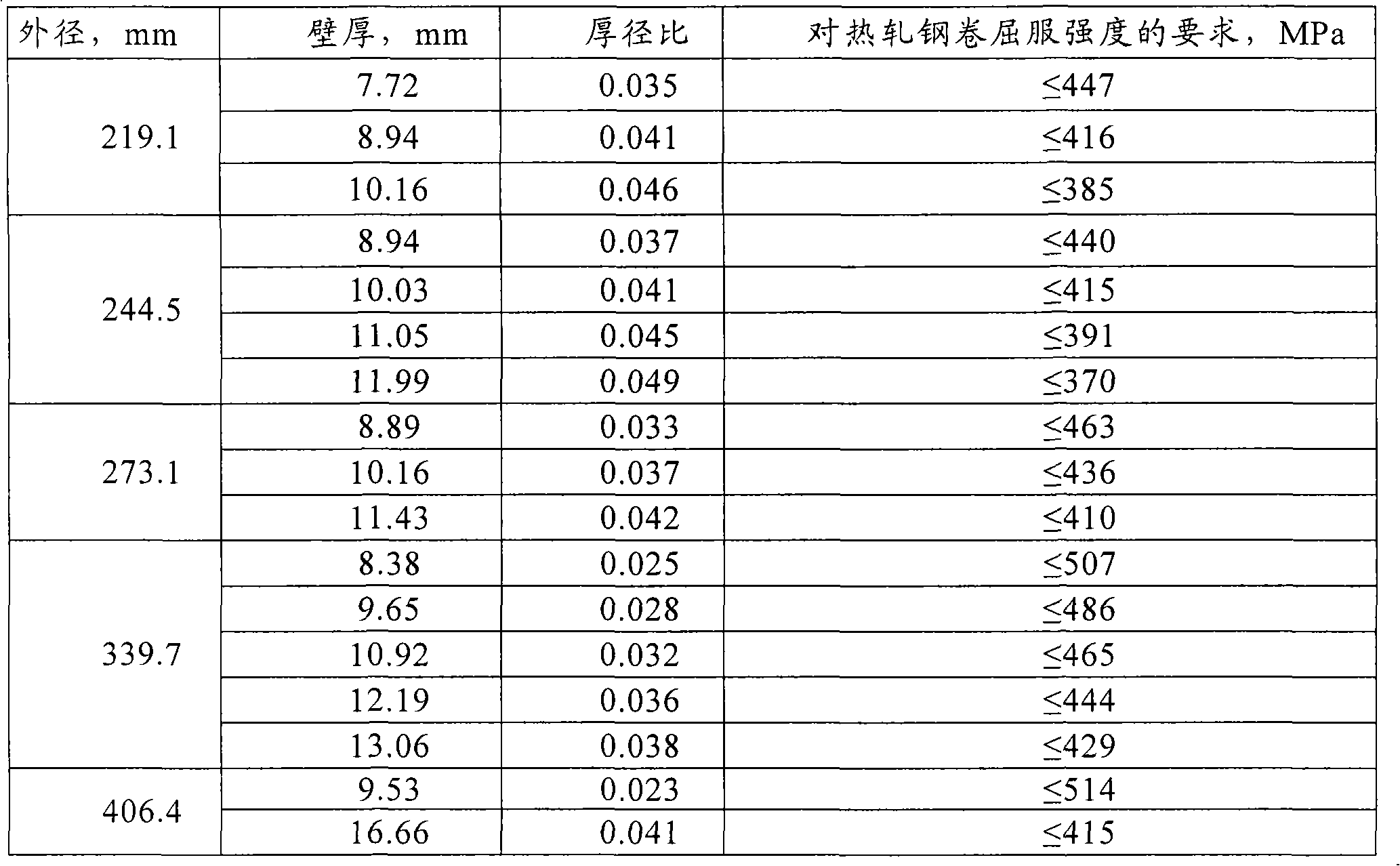
[0029]According to the API standard, the thickness-to-diameter ratio range of K55 steel oil casing is: 0.022-0.049. According to the research, the calculation formula of the yield strength difference is: hot-rolled steel coil yield strength-pipe body yield strength=94.1-5637×thickness Diameter ratio (MPa). Accordingly, the yield strength of the hot-rolled steel coil corresponding to the petroleum casing of a certain size is shown in Table 1. It can be seen that the range of yield strength of hot-rolled steel coils (hot coils) required by different thickness-to-diameter ratios of oil casings is: 370MPa~523MPa. And the yield strength ratio=yield strength / tensile strength, so the range of the yield strength ratio of the hot-rolled steel coil is: 0.56~0.80.
[0030] Tabl...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More