

Method for producing jet fuel or jet fuel blending component
A technology of jet fuel and blending components, which is applied in the petroleum industry, hydrotreating process, hydrocarbon oil treatment, etc., can solve the problems of low smoke point, high smoke point, unsatisfactory density, etc., to reduce operating costs, react The effect of easing conditions
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
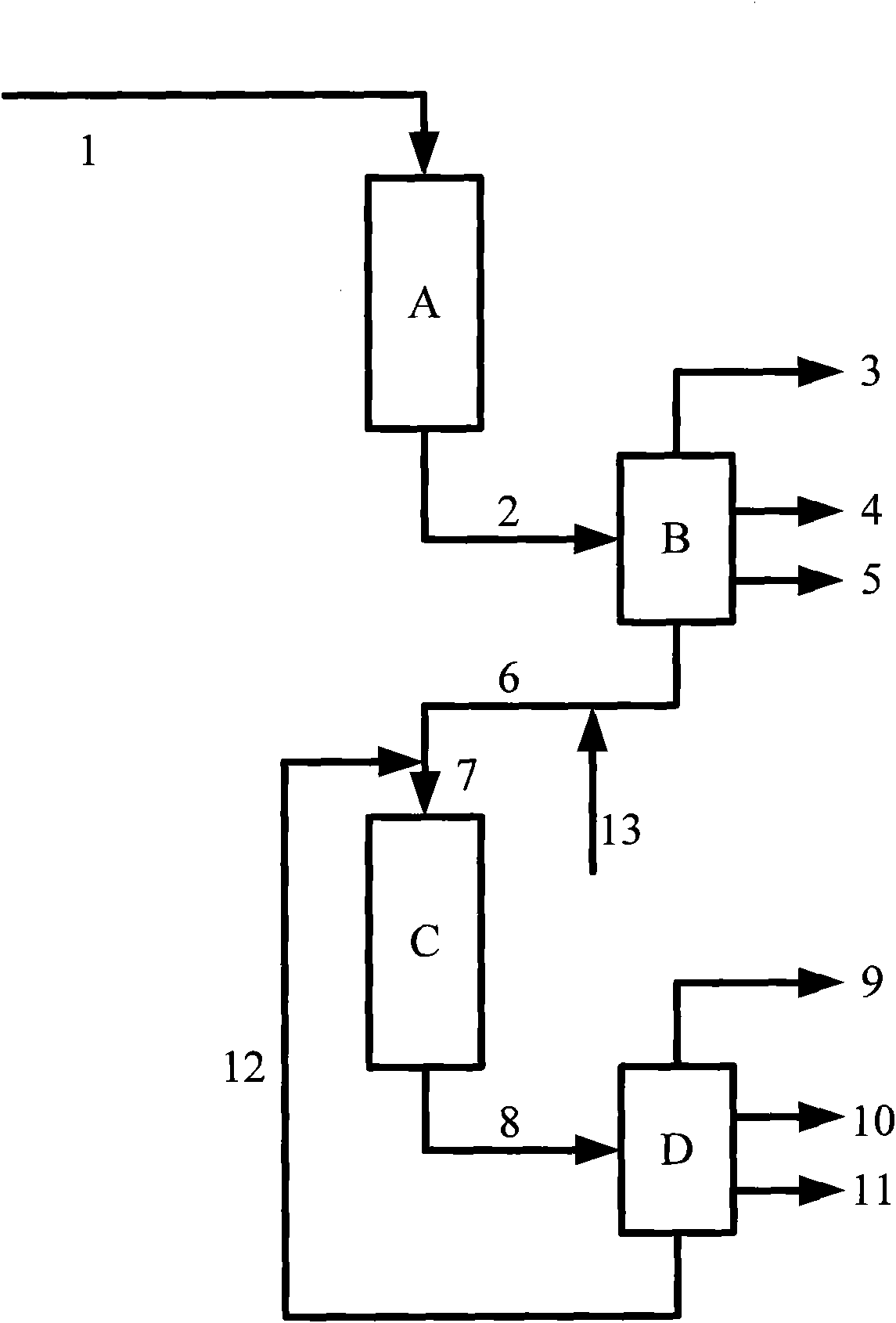
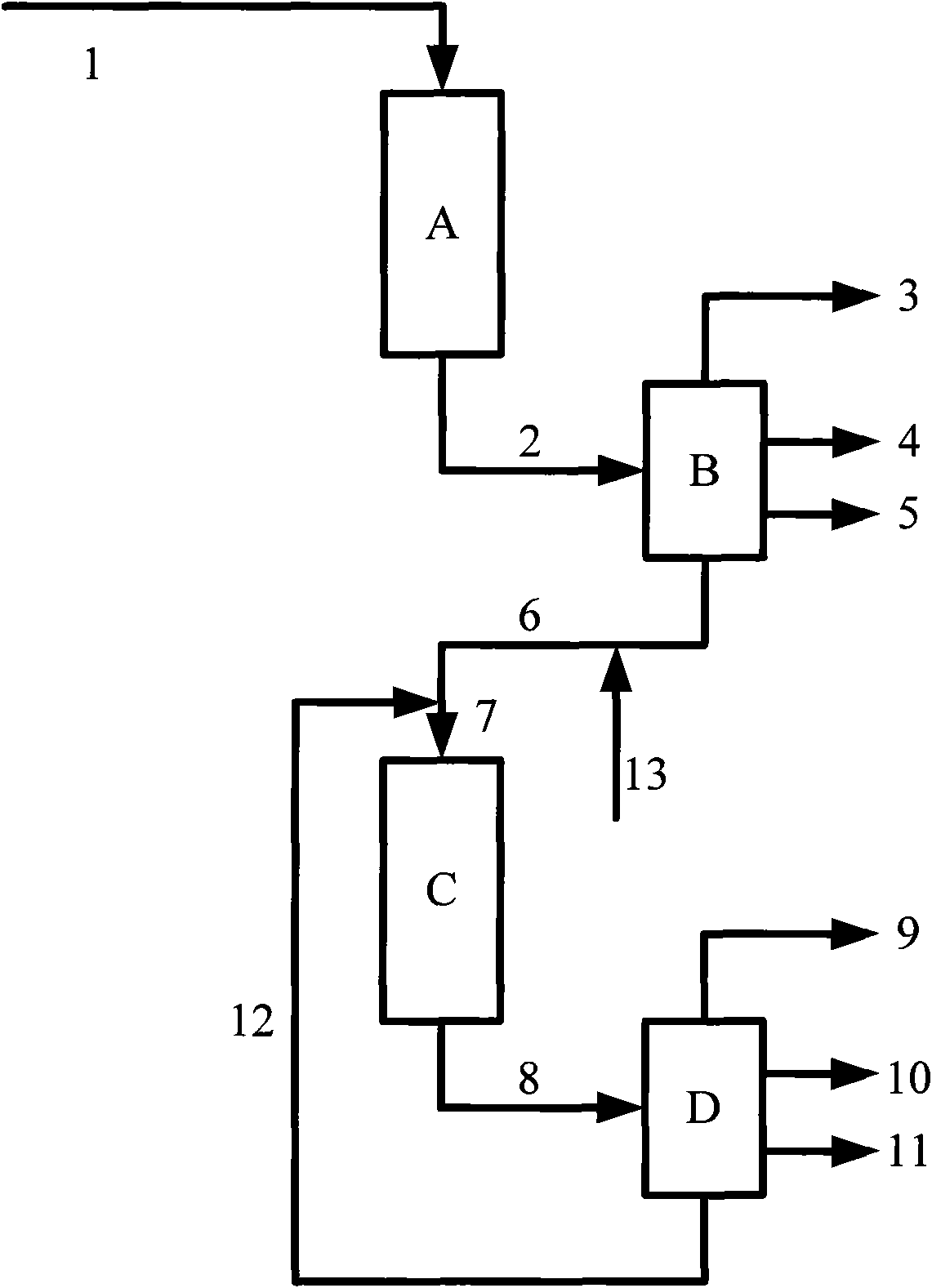
[0036] Fischer-Tropsch synthetic oil and direct coal liquefied oil are mixed according to the ratio of 30:70 to obtain raw oil A, whose properties are shown in Table 2, and the hydrogenation and upgrading of the mixed oil is carried out according to the aforementioned process flow, and the feed amount of the mixed oil is 123g / h.
[0037] The operating conditions of the hydrofining reaction zone are: temperature 320°C, hydrogen partial pressure 11.0MPa, hydrogen to oil volume ratio 450.
[0038] The operating conditions of the hydroisomerization cracking reaction zone are: temperature 365°C, hydrogen partial pressure 11.0MPa, hydrogen to oil volume ratio 800.
[0039] The temperature range of fractionation tower B cutting distillate oil is: naphtha fraction I is 350°C.
[0040] The temperature range of fractionation tower D cutting distillate oil is: naphtha fraction II is 350°C.
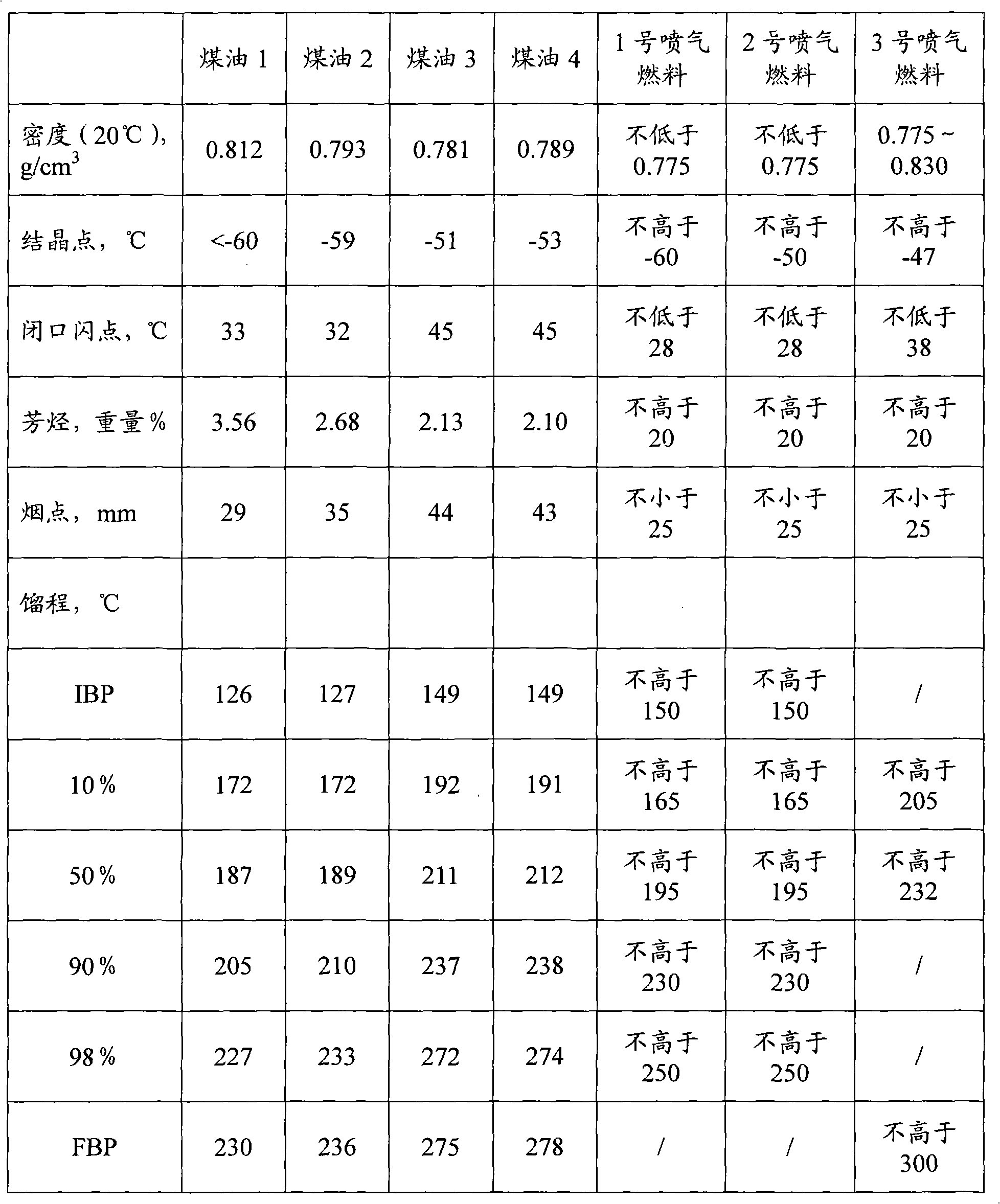
[0041] The properties of kerosene 1 obtained by mixing kerosene fraction I and kerosene fracti...
Embodiment 2
[0043] Fischer-Tropsch synthetic oil and direct coal liquefaction oil were mixed according to the ratio of 50:50 to obtain raw material oil B, whose properties are shown in Table 2. Hydrogenation and upgrading of the mixed oil was carried out according to the aforementioned process flow, and the feed amount of the mixed oil was 138g / h.
[0044] The operating conditions of the hydrofining reaction zone are: temperature 315°C, hydrogen partial pressure 9.5MPa, hydrogen-to-oil volume ratio 400.
[0045] The operating conditions of the hydroisomerization cracking reaction zone are: temperature 365°C, hydrogen partial pressure 9.5MPa, hydrogen to oil volume ratio 800.
[0046] The temperature range of fractionation tower B cutting distillate oil is: naphtha fraction I is 350°C.
[0047] The temperature range of fractionation tower D cutting distillate oil is: naphtha fraction II is 350°C.
[0048] The properties of the kerosene 2 obtained by mixing the kerosene fraction I and th...
Embodiment 3
[0050] Fischer-Tropsch synthetic oil and direct coal liquefaction oil were mixed according to the ratio of 80:20 to obtain raw oil C, whose properties are shown in Table 2, and the hydrogenation and upgrading of the mixed oil was carried out according to the aforementioned process flow, and the feed amount of the mixed oil was 150g / h.
[0051] The operating conditions of the hydrofining reaction zone are: temperature 310°C, hydrogen partial pressure 9.0MPa, hydrogen-to-oil volume ratio 400.
[0052] The operating conditions of the hydroisomerization cracking reaction zone are: temperature 365°C, hydrogen partial pressure 9.0MPa, hydrogen to oil volume ratio 800.
[0053] The temperature range of fractionation tower B cutting distillate oil is: naphtha fraction I is 350°C.
[0054] The temperature range of fractionation tower D cutting distillate oil is: naphtha fraction II is 350°C.
[0055] The properties of the kerosene 3 obtained by mixing the kerosene fraction I and the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More