

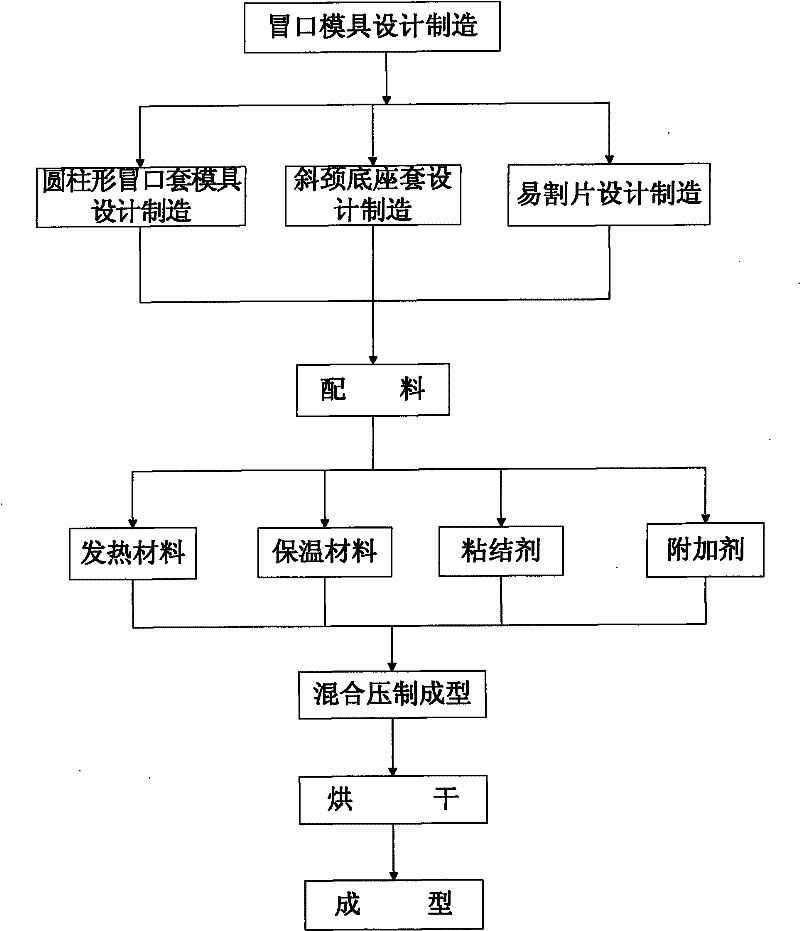
Manufacturing method of heating/heat-insulated restricted neck feeding on inner/outer metal mold sand casting manganese steel crushing wall or rolling mortar wall
A technology of sand-covering and manufacturing methods for metal molds, which is applied in the direction of manufacturing tools, casting molding equipment, metal processing equipment, etc., can solve problems such as easy cracks, low casting process yield, and large riser volume, so as to reduce costs, The effect of improving the casting process yield and good high temperature fire resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] Example 1 Manufacture Broken wall heating insulation easy-cut riser
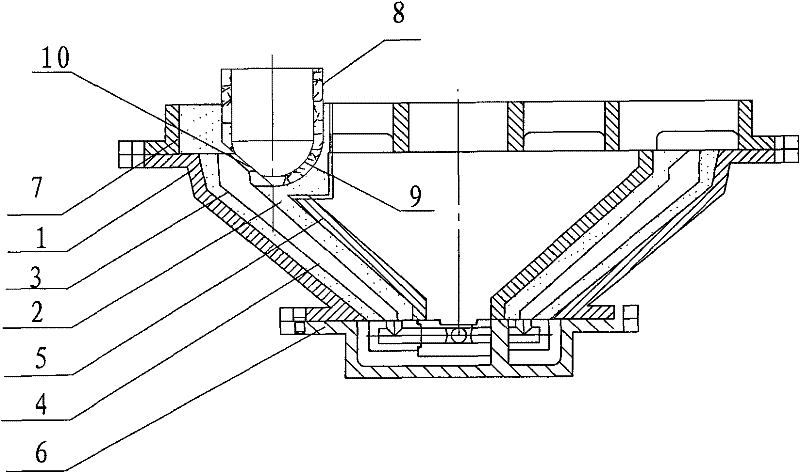
[0036] refer to figure 1 , 2 , 3, its manufacture method step is as follows:
[0037] 1. Design and manufacture Φ1200 broken wall casting heating insulation riser components:
[0038] (1) Design and manufacture cylindrical heating and heat preservation riser sleeve 8 (upper riser), riser sleeve inner diameter d=210mm, outer diameter D=250mm, effective modulus 5cm;
[0039] (2) Design and manufacture torticollis heating and heat preservation riser seat cover 9 (the lower part of the riser), torticollis diameter Φ105mm, h=80mm;
[0040] (3) Design and manufacture heating and heat preservation riser sleeves 8 easy-cut pieces 10, the thickness of the easy-cut pieces 10 is 10mm, and the minimum diameter is Φ100mm;
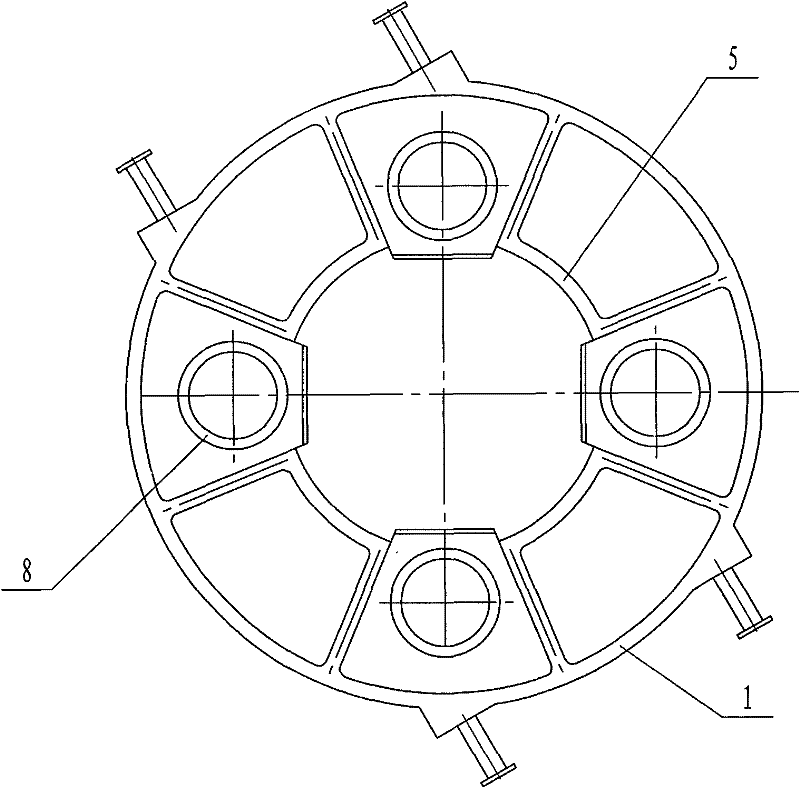
[0041] 2. Assemble the 8 components of the heating and heat preservation riser sleeve:
[0042] (1) When manufacturing the inner metal mold 5 and the inner metal mold sand coating layer ...
Embodiment 2
[0047] Example 2 Manufacture Rolling mortar wall heating and heat preservation easy-cut riser
[0048] refer to figure 1 , 4 , 5, its manufacture method step is the same as embodiment 1.
Embodiment 3
[0049] Example 3 Manufacture Broken wall heating insulation easy-cut riser
[0050] refer to figure 1 , 6 , 7, its casting method steps are as follows:
[0051] 1. Design and manufacture of Φ2200 broken wall casting heating insulation riser components:
[0052] (1) Design and manufacture cylindrical heating and heat preservation riser sleeve 8 (the upper part of the riser), the inner diameter of the riser sleeve is d=310mm, the outer diameter is D=360mm, and the effective modulus is 7cm;
[0053] (2) Design and manufacture torticollis heating and thermal insulation riser seat cover 9 (the lower part of the riser), torticollis diameter Φ120mm, h=100mm;
[0054] (3) Design and manufacture heating and heat preservation riser sleeves 8 easy-cut pieces 10, the thickness of the easy-cut pieces 10 is 15mm, and the minimum diameter is Φ115mm;
[0055] 2. Assemble each component of the heating and heat preservation riser sleeve:
[0056] (1) When manufacturing the outer metal mo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More