

Semi high speed steel cold-rolling intermediate roll and manufacturing method thereof
A semi-high-speed steel and manufacturing method technology, applied in the direction of rolls, metal rolling, manufacturing tools, etc., can solve the problems of uneven load distribution, long machine cycle, high fatigue cycle, etc., and achieve excellent contact fatigue resistance, good Excellent mechanical stress resistance and thermal shock resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0018] The manufacturing method of the cold-rolled intermediate roll of the present embodiment comprises the following steps:
[0019] ① Refining steel to make the chemical composition and content of the steel meet the required range, and using conventional production processes to produce cold-rolled billets. The specific steps are: when making steel, use electric arc furnace and LF / VD refining furnace to smelt molten steel, and mold the steel into electrode rods, then anneal the electrode rods, and then use electroslag remelting to make the cost. Example composition of electroslag ingot.
[0020] After final analysis, the chemical composition and percentage content of the above-mentioned electroslag ingots are shown in the following table:
[0021] C
Si
mn
Cr
Mo
V
Ni
P
S
0.67
1.05
0.36
5.29
1.21
0.29
0.16
0.017
0.003
[0022] The rest is Fe and unavoidable impurities. After...
Embodiment 2~ Embodiment 8
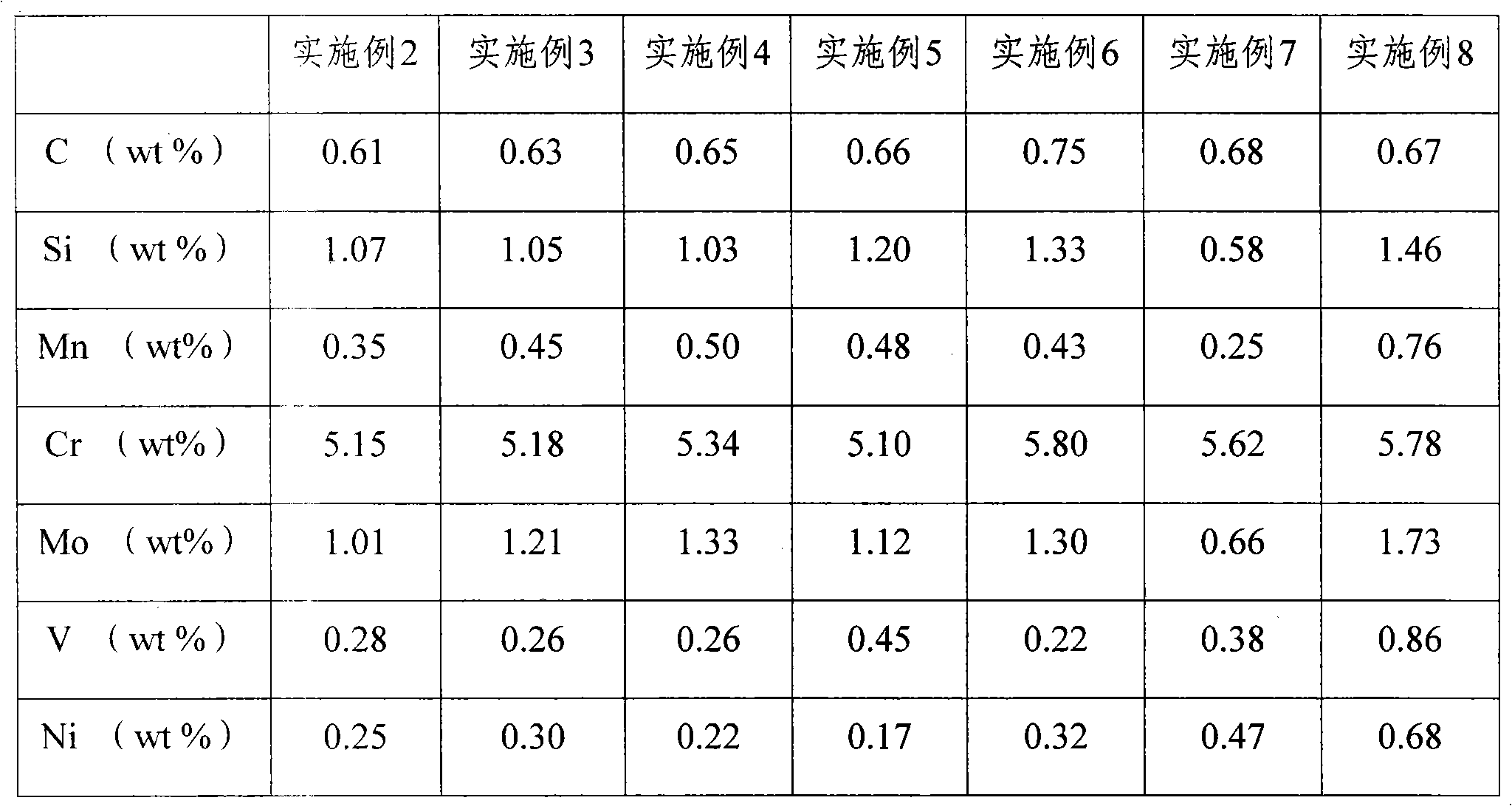
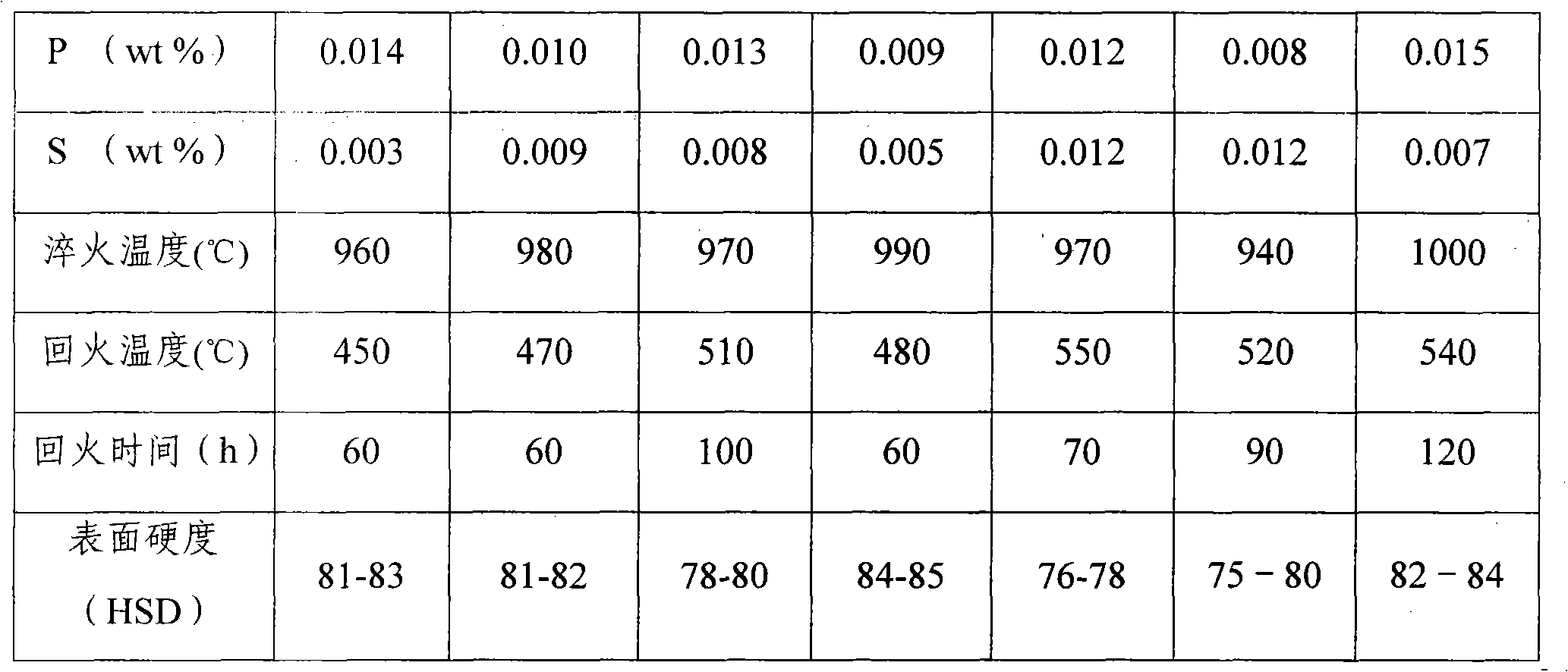
[0028] The manufacturing method of each embodiment is identical with embodiment 1, and the chemical composition and percentage composition and the surface hardness of finished product in process condition, cold roll material are shown in the table below:
[0029]
[0030]
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More