


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Light-weight lattice laminboard and method for preparing laminboard by punching adopting wire-electrode cutting
A wire cutting, sandwich panel technology, applied in the direction of sheet/board, building components, layered products, etc., can solve the problems of poor structural performance of sandwich panels, unsuitable for mass production, etc., to improve structural performance, reduce weight, The effect of improving processing efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
specific Embodiment approach 1
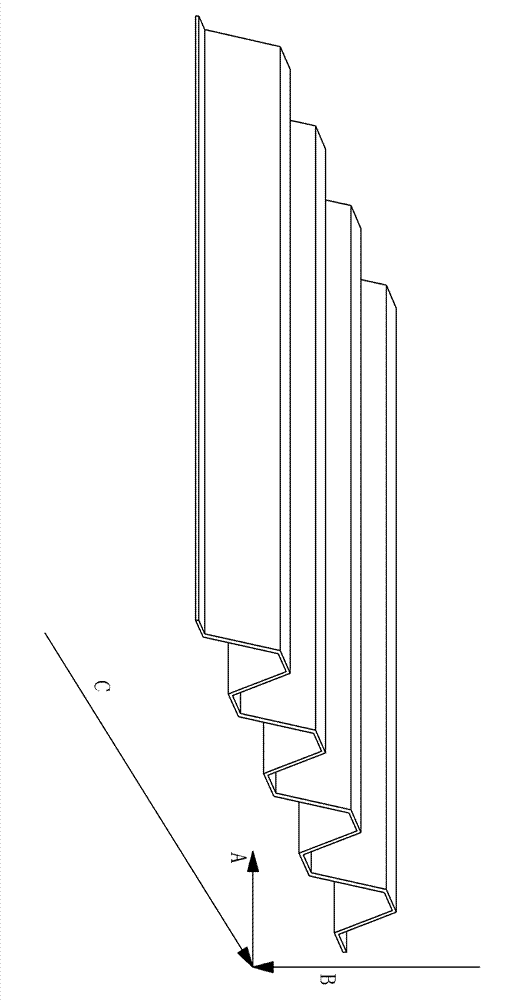
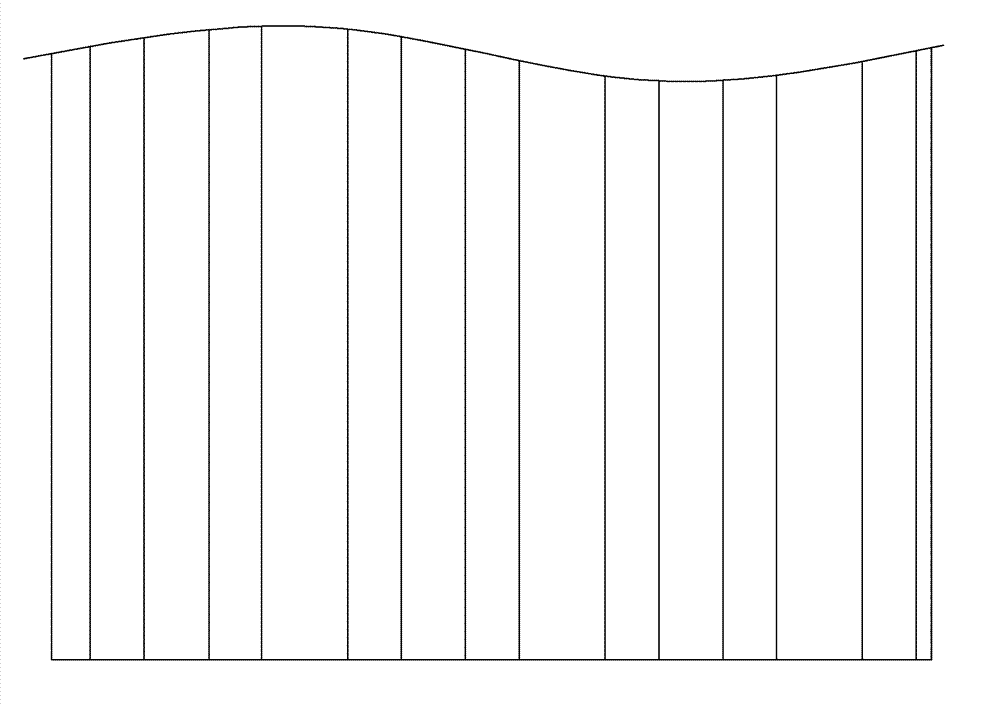
[0063] Specific implementation mode one: the following combination Figure 9 Describe this embodiment, this embodiment is a kind of lightweight lattice sandwich panel, it comprises the corrugated plate 1 with hole, upper panel 2 and lower panel 3, the upper top surface of corrugated plate 1 with hole is fixed with upper panel 2 Together, the lower bottom surface of the perforated corrugated plate 1 and the lower panel 3 are fixed together, and a row of through holes is distributed on each inclined side of the perforated corrugated plate 1 . The through holes may be uniformly or unevenly distributed on the inclined side, which is determined according to actual needs.
specific Embodiment approach 2
[0064] Specific implementation mode two: the following combination Figure 1 to Figure 5 , Figure 9 , Figure 10 , Figure 12 to Figure 17 Describe this embodiment, this embodiment adopts the method for preparing the lightweight lattice sandwich panel described in Embodiment 1 by wire cutting and punching, which includes the following steps:
[0065] Step 1. Fix the corrugated board with the upper and lower panels together as the workpiece to be processed, and mark the drilling position on the corrugated board;
[0066] Step 2: Clamp and fix the workpiece to be processed on the fixture of the EDM console, install the electrode on the automatic feed adjustment device, and the electrode feed direction is parallel to the upper panel and perpendicular to the corrugated board. The electrode is connected to one power output end of the spark pulse power supply, the corrugated plate is connected to the other power output end of the spark pulse power supply, and the corrugated plat...
specific Embodiment approach 3
[0088] Embodiment 3: The difference between this embodiment and Embodiment 2 is that the process parameters of electric discharge machining are: pulse width is 6μs-10μs, pulse-to-pulse is 15μs-25μs, peak current is 3A-8A, and machining voltage is 100V ~ 160V, the feed speed of the automatic feed adjustment device is 2μm / s ~ 5μm / s, and the height of the knife is 1 ~ 5mm;
[0089] The process parameters of wire cutting are: processing current is 2A~10A, pulse width is 30μs~80μs, pulse interval is 60μs~150μs, wire speed is 0.8mm / s~3mm / s, frequency conversion is 70V.F~120V.F, Other structures and connection methods are the same as those in Embodiment 2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com