Method for manufacturing curved laminated veneer lumber
A manufacturing method and veneer lamination technology, which is applied to the jointing of wooden veneers, manufacturing tools, wood processing appliances, etc., can solve the problems of loss of use functions, high product prices, and a large number of spare molds, etc., to achieve saving Production cost and the effect of shortening the production cycle
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0034] Example 1: Production of arc-shaped laminated veneer structural materials for cable trays using differences in moisture content
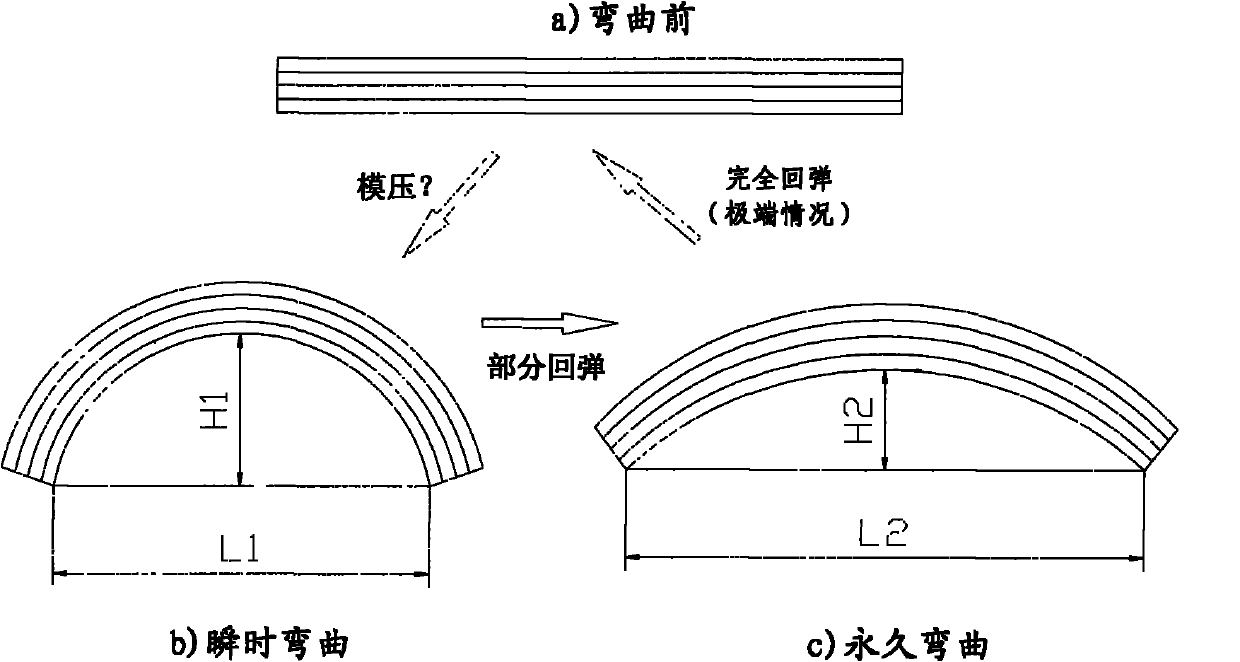
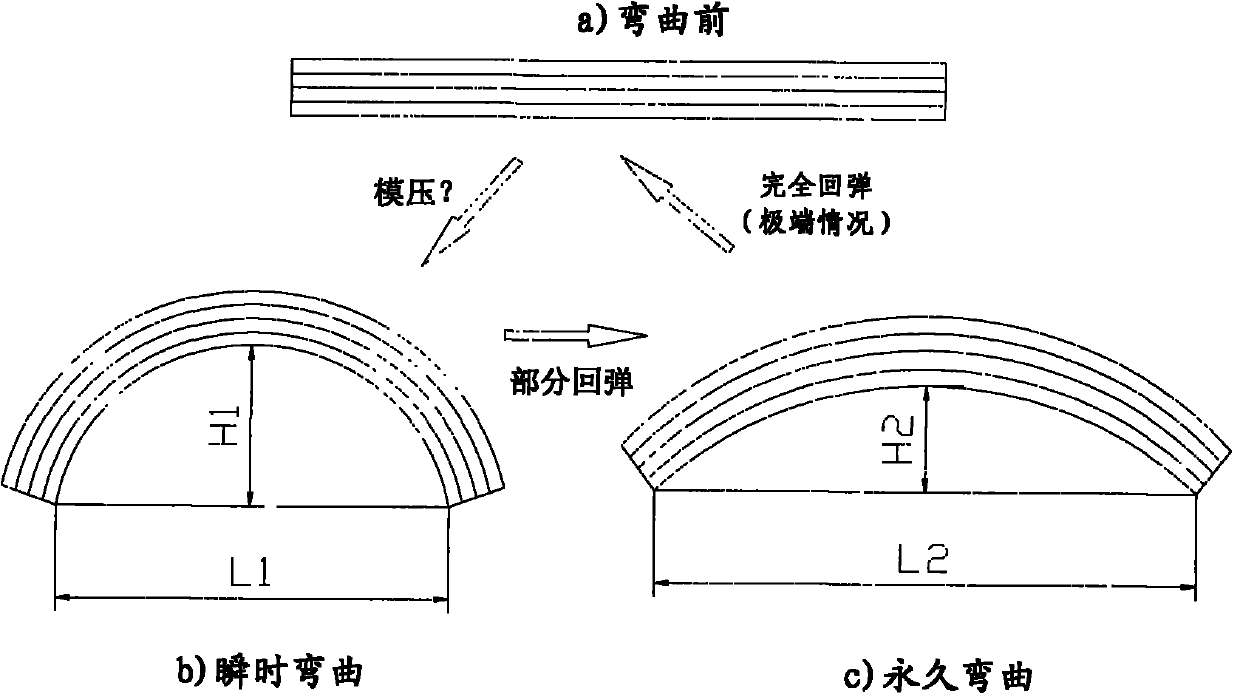
[0035] Use Italian poplar (Populus euramevicana cv.) rotary cut veneer, the thickness is 4mm, the format is 600mm×600mm, coated with urea-formaldehyde resin adhesive 200g / m 2 . The 5-layer veneer is assembled parallel to the grain, the loose edge (or: reverse side) of all veneers is facing the bottom layer of the product, the moisture content of the surface layer is 12%, and gradually increases by 1% towards the bottom layer, that is: 12% → 13% → 14 %→15%→16% (note: all are lower than the fiber saturation point). Using a conventional flat hot press, press at 110°C (conventional hot-pressing temperature) for 10 minutes (short cycle) and a pressure of 1.0MPa (conventional pressure) to make a five-layer laminated veneer structure. After taking out the press, the product is immediately bent into an arc-shaped laminated veneer structure, in whic...
Embodiment 2
[0036] Example 2: Production of arc-shaped laminated veneer structural materials using thickness differences
[0037] Adopt poplar (Populus euramevicana cv.) rotary cut veneer, the format is 600mm×600mm, coated with urea-formaldehyde resin adhesive 200g / m 2 . In the 5-layer veneer, the moisture content is 15%, but the thickness gradually increases by 1.0mm from the surface layer to the bottom layer, that is: 2mm→3mm→4mm→5mm→6mm, and the loose edge (or: reverse side) of all veneers faces The direction of the bottom layer of the product is parallel to the grain. Using a conventional flat hot press, press at 110°C (conventional hot-pressing temperature) for 10 minutes (short cycle) and a pressure of 1.0MPa (conventional pressure) to make a five-layer laminated veneer structure. After taking out the press, the product is immediately bent into an arc-shaped laminated veneer structure, in which the original surface layer (2mm) is on the outside, and the original bottom layer (6mm)...
Embodiment 3
[0038] Example 3: Combining density differences and moisture content differences to produce arc-shaped laminated veneer structural materials
[0039] A mixture of poplar (Populus euramevicana cv.) and masson pine (Pinus massoniana) rotary cut veneers was used. Among them, Masson pine is 0.1-0.2g / cm higher than Italian poplar 3 . The thickness of all veneers is 4mm, the format is 600mm×600mm, and the urea-formaldehyde resin adhesive is coated with 200g / m 2 . The 5-layer veneer is assembled parallel to the grain, and the structure is as follows (from the surface to the bottom): Italian poplar (16%, moisture content, the same below) → Italian poplar (15%) → Italian poplar (14%) → Masson pine (13% %)→Massonia pine (12%), the loose edge (or: reverse side) of all veneers is facing the surface of the product. Using a conventional flat hot press, press at 110°C (conventional hot-pressing temperature) for 10 minutes (short cycle) and a pressure of 1.0MPa (conventional pressure) to ma...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More 
PatSnap Eureka turns technology decisions into work you can execute. Powered by our Innovation Knowledge Graph, it runs expert workflows across engineering, life sciences, materials and intellectual property. Get your review-ready output in minutes.



