Manufacture method of seamless steel tube for (ultra-)supercritical boiler
A technology for seamless steel pipes and manufacturing methods, which is applied in the field of manufacturing iron-based alloy steel products, can solve the problems of failure to meet the use requirements, incompatibility of intergranular corrosion, uneven distribution, etc., and achieve extended service life, fine grains, Eliminate the effect of mixed crystals
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] A method for manufacturing a seamless steel pipe for an ultra (super) critical boiler, comprising the following steps:
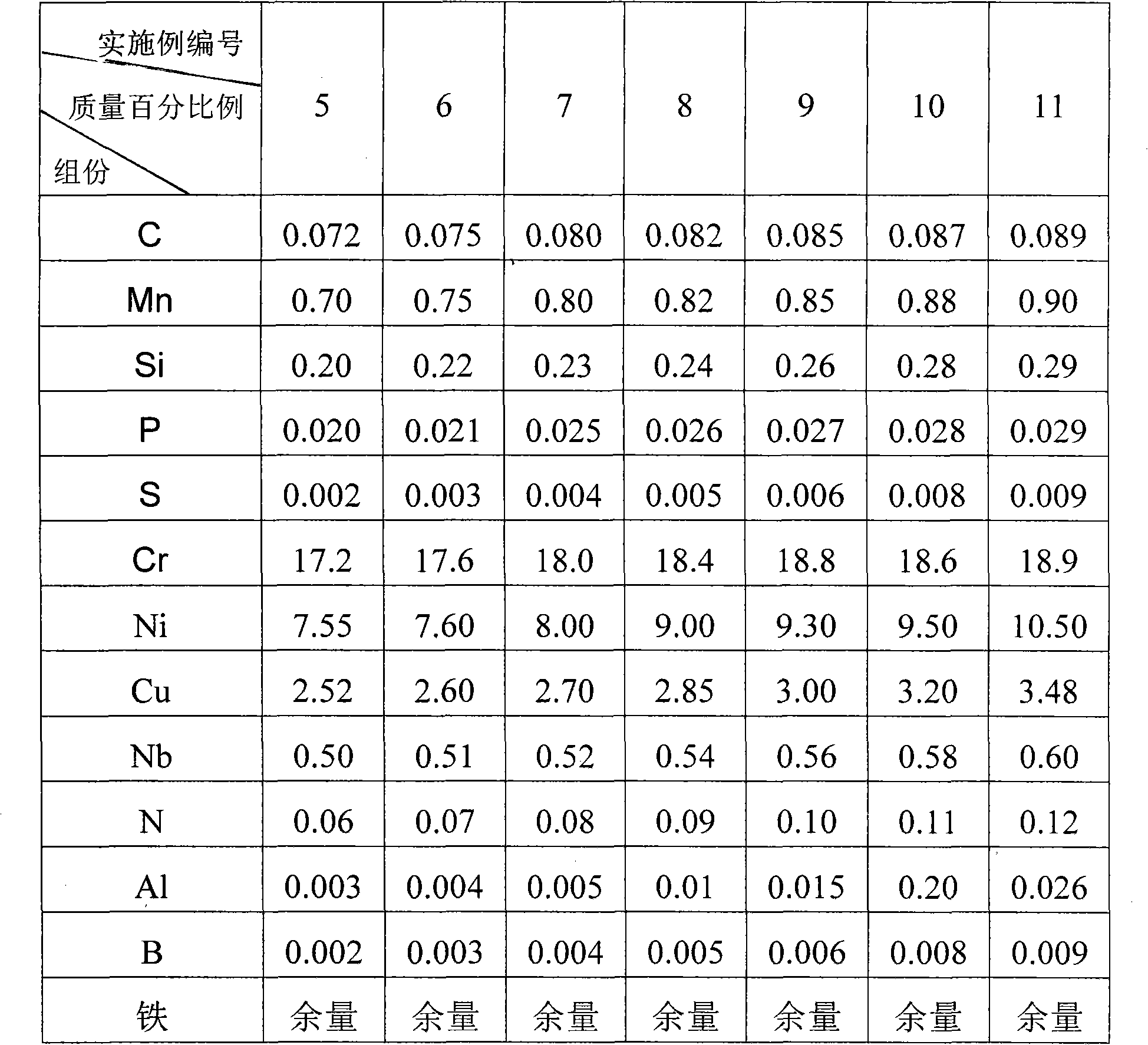
[0028] a. Smelting: use electric arc furnace (EF) for primary smelting, refining in ladle heating furnace (LF), then tundish treatment to remove high-sulfur reducing slag, and finally refining in vacuum oxygen blowing ladle refining furnace (VOD). Smelting; the composition and mass percentage of the obtained steel are C0.09%, Mn0.78%, Si0.22%, P0.023%, S≤0.004%, Cr18.0%, Ni9.50%, Cu3.00 %, Nb0.50%, N0.08%, Al0.01%, B0.005%, and the balance is iron; after tapping, it is poured into a 3.2t square ingot at a temperature of 1520-1530°C under the protection of Ar gas; the steel ingot The temperature at which the red is sent to the preliminary rolling workshop is ≥500°C;
[0029] b. Tube billet rolling: at a temperature of 1180-1260°C, roll a 3.2t square ingot into a tube billet with an outer diameter of Φ110mm-Φ220mm through a preliminary rolling mill;
...
Embodiment 2
[0034] A method for manufacturing a seamless steel pipe for an ultra (super) critical boiler, comprising the following steps:
[0035] a. Smelting: use electric arc furnace (EF) for primary smelting, refining in ladle heating furnace (LF), then tundish treatment to remove high-sulfur reducing slag, and finally refining in vacuum oxygen blowing ladle refining furnace (VOD). Smelting; the composition and mass percentage of the obtained steel are C0.075%, Mn0.75%, Si0.26%, P0.027%, S0.003%, Cr17.0%, Ni7.50%, Cu2.50 %, Nb0.52%, N0.05%, Al0.003%, B0.001%, and the balance is iron; after tapping, it is poured into a 3t square ingot at a temperature of 1520-1530°C under the protection of Ar gas; the ingot is red The temperature sent to the blooming workshop is ≥500°C;
[0036] b. Tube billet rolling: At a temperature of 1180-1260°C, a 3t square ingot is rolled into a tube billet with an outer diameter of Φ110mm-Φ220mm through a preliminary rolling mill;
[0037] c. Blank tube rollin...
Embodiment 3
[0041] A method for manufacturing a seamless steel pipe for an ultra (super) critical boiler, comprising the following steps:
[0042] a. Smelting: use electric arc furnace (EF) for primary smelting, refining in ladle heating furnace (LF), then tundish treatment to remove high-sulfur reducing slag, and finally refining in vacuum oxygen blowing ladle refining furnace (VOD). Smelting; the composition and mass percentage of the obtained steel are C0.085%, Mn0.82%, Si0.24%, P0.022%, S≤0.005%, Cr19.0%, Ni10.50%, Cu3.50 %, Nb0.60%, N0.12%, Al0.03%, B0.01%, and the balance is iron; after tapping, it is poured into a 3.5t square ingot at a temperature of 1520-1530°C under the protection of Ar gas; the steel ingot The temperature at which the red is sent to the preliminary rolling workshop is ≥500°C;
[0043] b. Tube billet rolling: at a temperature of 1180-1260°C, a 3.5t square ingot is rolled into a tube billet with an outer diameter of Φ110mm-Φ220mm through a preliminary rolling mi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com