

Method for forming thin-walled parts through stamping and drawing
A technology for stamping stretched and thin-walled parts, which is applied in the field of stamping and forming. It can solve the problems that affect the smooth production, take a long time for equipment, and poor surface quality, so as to optimize the mold and process design, reduce mold costs, surface quality and Effect of improved dimensional accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
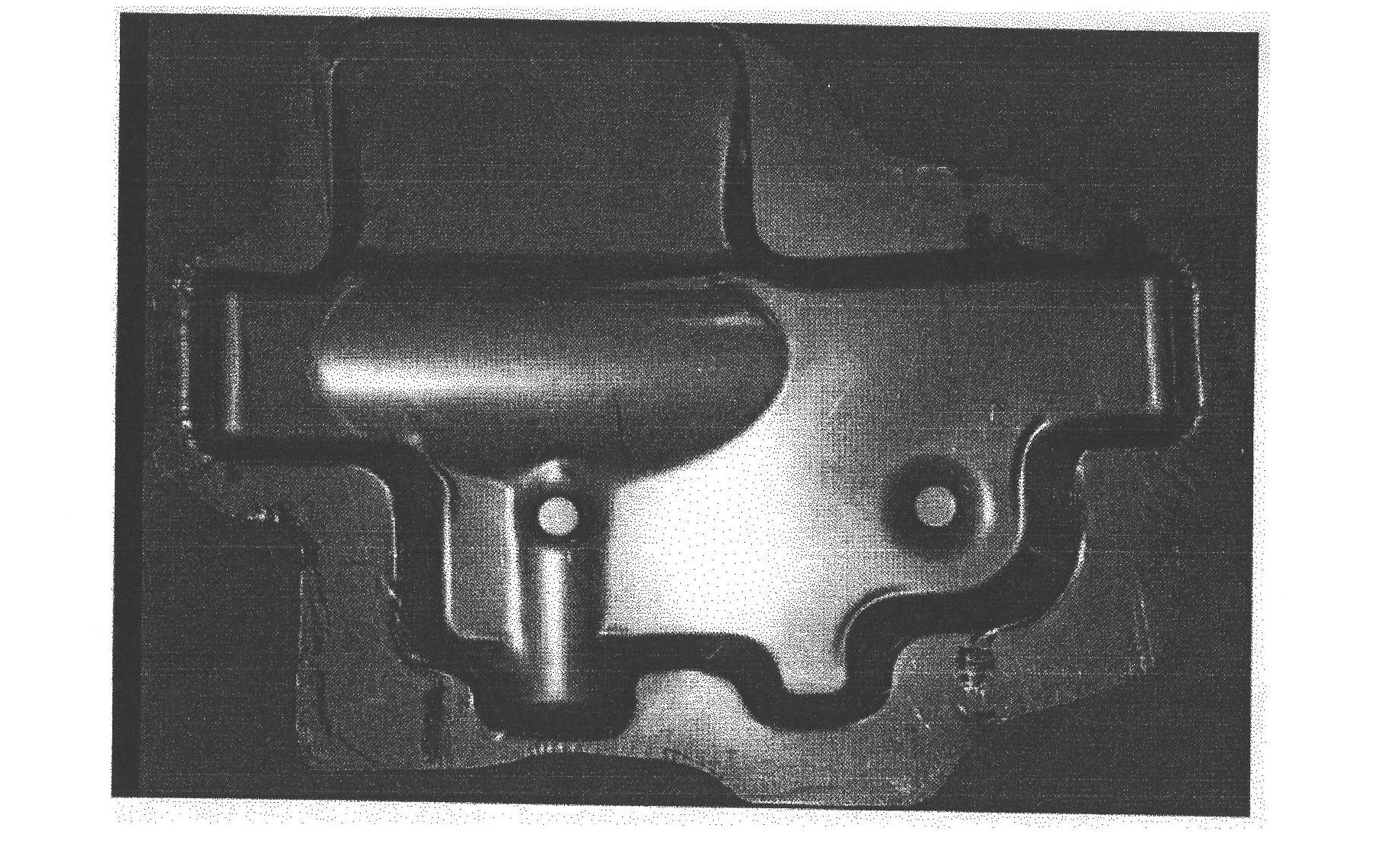
[0130] A stamping and stretching forming method for thin-walled parts. The stamping and stretching forming method for thin-walled parts is specifically aimed at raw materials with a thickness of 0.5mm, and requires that the thickness be reduced to 0.35-0.5mm of the original thickness;
[0131] The stamping and stretching forming method for thin-walled parts specifically uses 1Gr18Ni9Ti plate as raw material, the required anti-expansion pressure of the part is 2-3 MPa, the optimal working pressure of the liquid chamber is 10 MPa, and the most reasonable blank-holding gap is 0.55-0.61 mm.
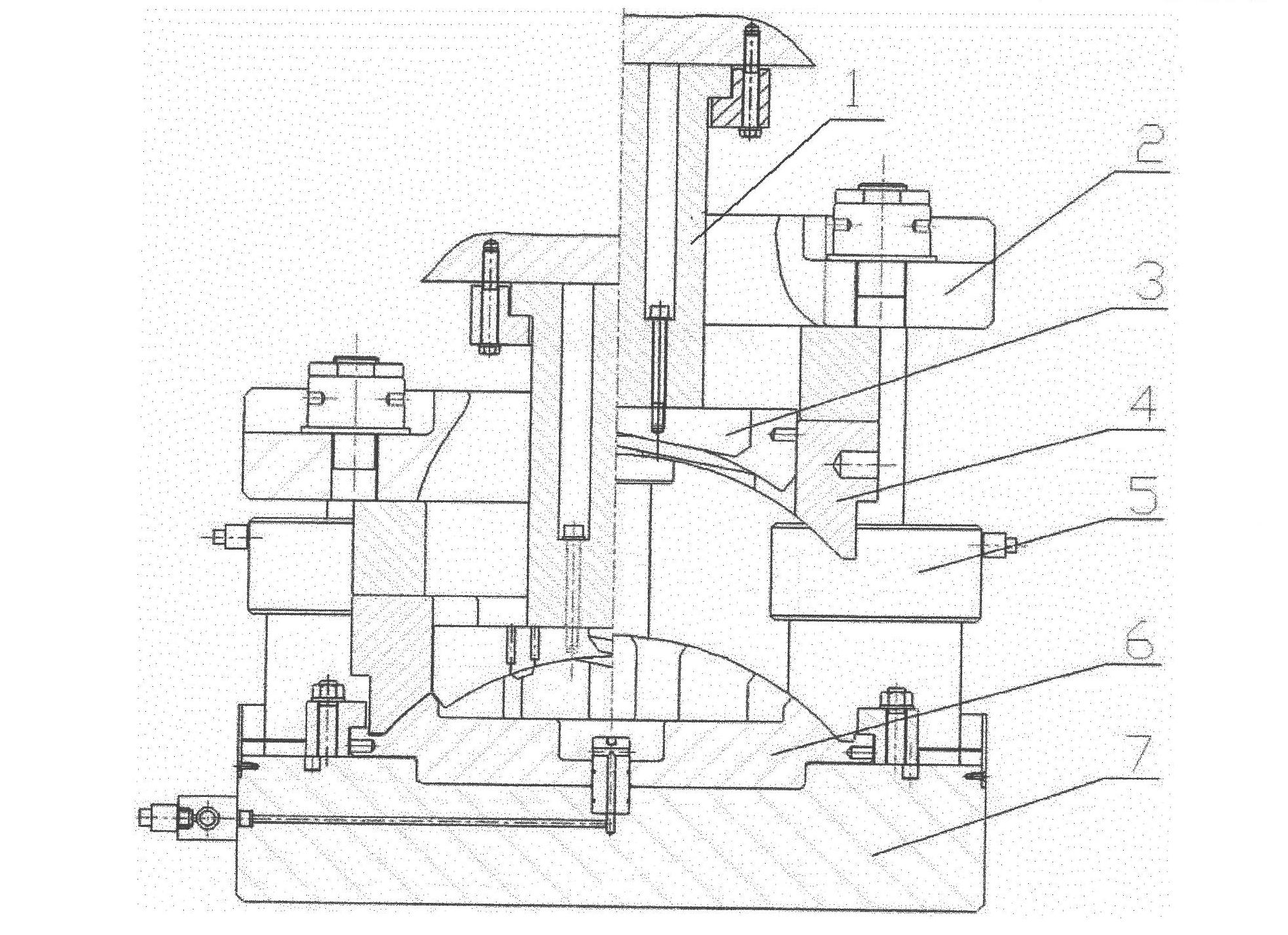
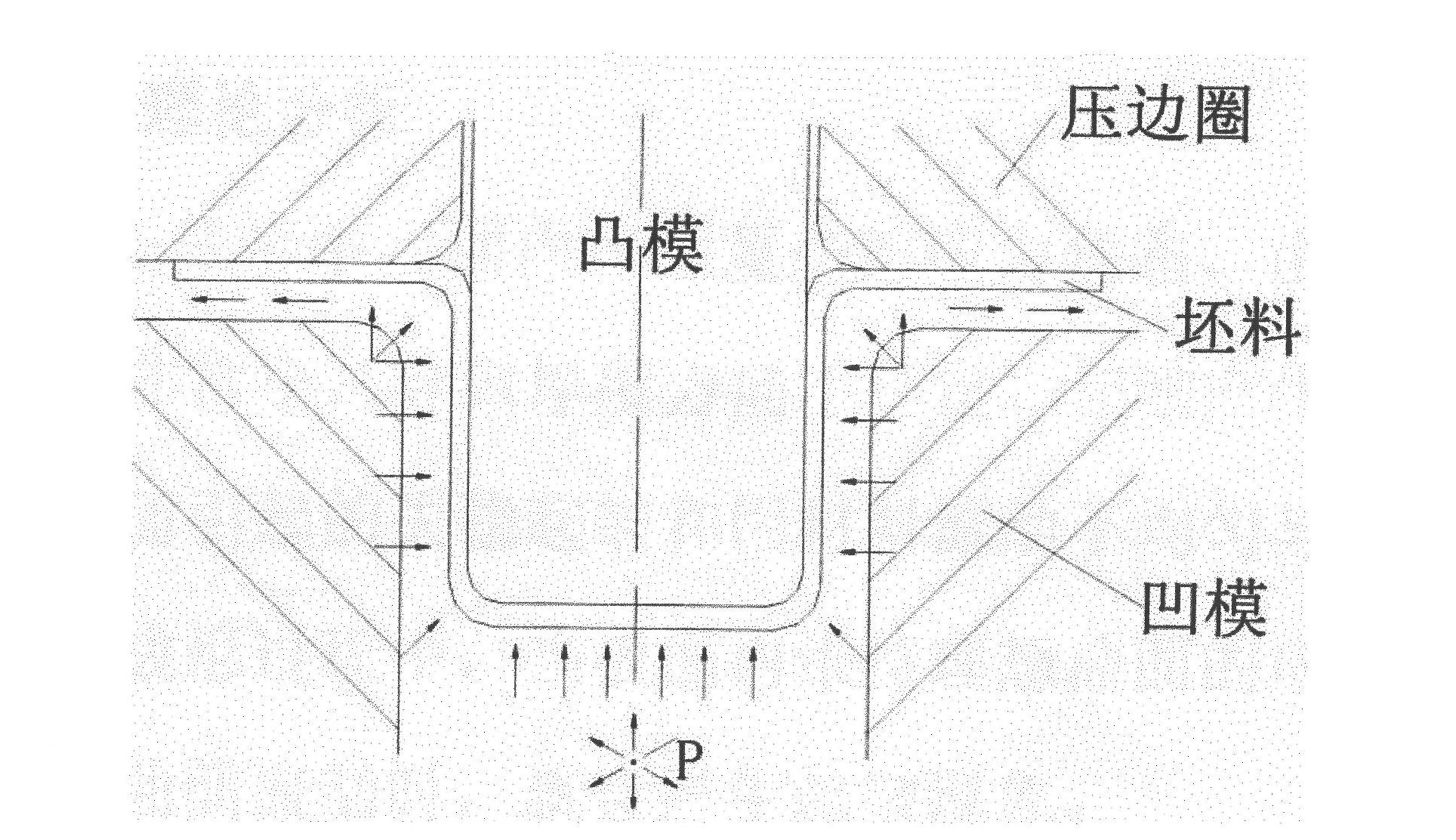
[0132] The stamping and stretching forming method of thin-walled parts is as follows: using flexible forming technology, with the aid of concave-convex molds and hydraulic presses; requiring separate application of hydraulic pressure control on the upper and lower blank holders and concave / convex dies; The nominal pressure requirement of the main hydraulic cylinder on the punch is 3500KN, the ...
Embodiment 2
[0146] The invention provides a stamping and stretching forming method for thin-walled parts. The stamping and stretching forming method for thin-walled parts is specifically aimed at raw materials with a thickness of 0.4 to 2 mm, and it is required to reduce the thickness to 50 to 100% of the original thickness; raw material requirements It is one of the following types: magnesium alloy, aluminum alloy, titanium alloy, superalloy, and other complex structure tailor-welded blanks;
[0147]The stamping and stretching forming method of thin-walled parts is as follows: using flexible forming technology, with the aid of concave-convex molds and hydraulic presses; requiring separate application of hydraulic pressure control on the upper and lower blank holders and concave / convex dies; The nominal pressure of the main hydraulic cylinder on the punch is required to be 25000-4500KN, and the nominal pressure of the edge hydraulic cylinder is required to be 50-67% of the nominal pressure...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More