

Laser cladding repairing method of piston rod
A technology of laser cladding and repairing methods, which is applied in the coating process and coating of metal materials, can solve problems such as unstable quality, cumbersome process, and low bonding force, so as to reduce scrap rate, save production cost, and reduce spare parts Effects of Cost and Loss
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0031] Example 1: Repair the piston rod of the synchronizer of the steam turbine.
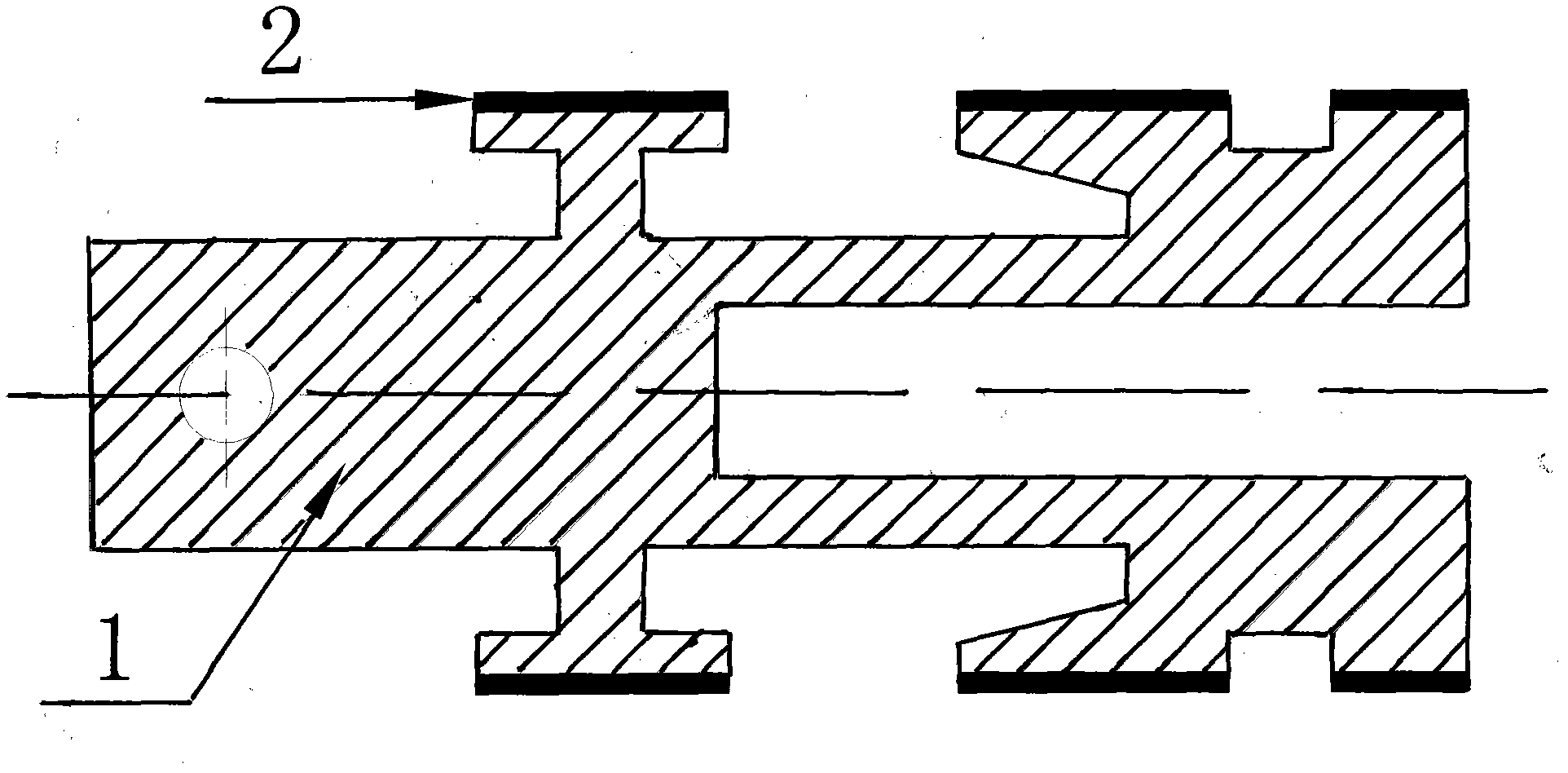
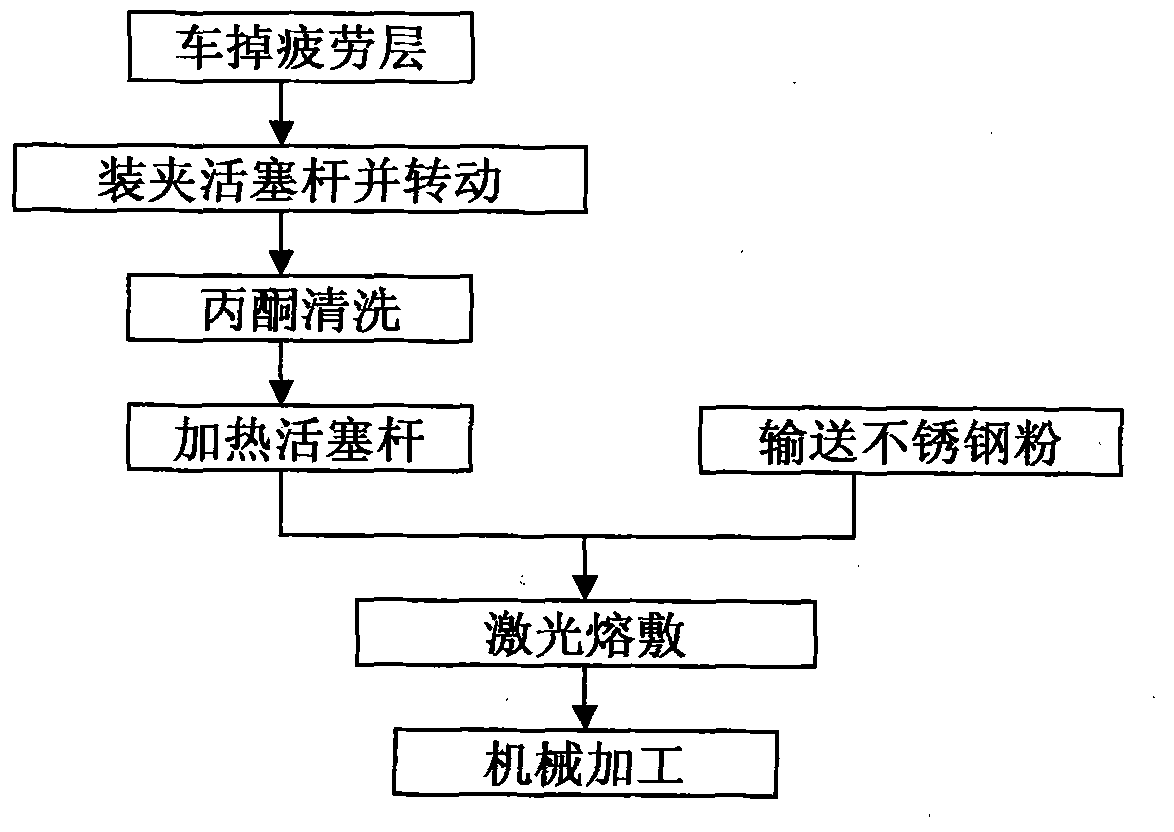
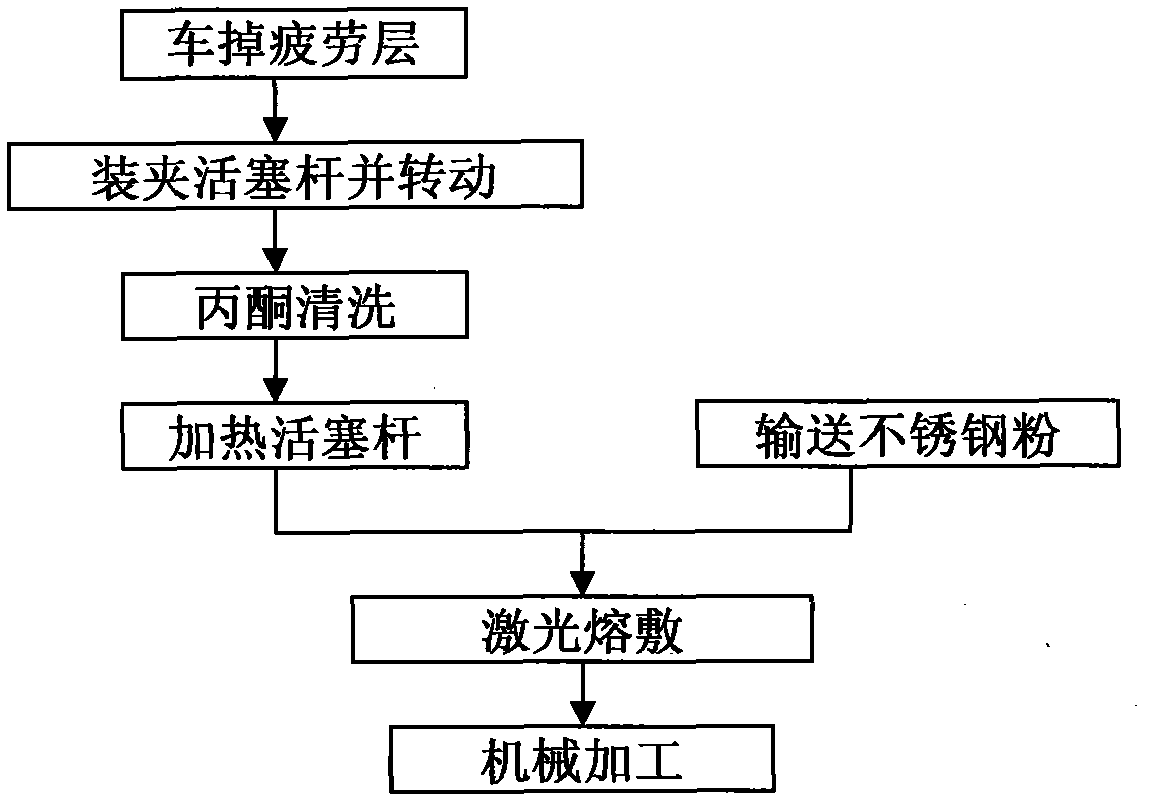
[0032] 1) Use a lathe to remove the 1mm metal fatigue layer of the main body on the working surface of the piston rod (1) of the waste hydraulic cylinder;
[0033] 2) Install the piston rod (1) on the fixture, and rotate the fixture at a linear speed of 600mm / min;
[0034] 3) Pour acetone on the working surface of the piston rod (1) to clean off the oily impurities;
[0035] 4) Heat the piston rod (1) to 60°C with an alcohol blowtorch;
[0036] 5) Conveying martensitic stainless steel powder to the working surface of the piston rod (1);
[0037] 6) Irradiate the martensitic stainless steel powder with a power of 3.5KW and a laser beam with a bandwidth of 3mm to melt it, and deposit a stainless steel surface layer (2) with a thickness of 3mm;
[0038] 7) Remove the piston rod from the fixture, and machine the size and roughness of the piston rod to meet the use size specifications.
[0039] ...
Embodiment 2
[0041] 1. Use a lathe to remove the 2mm metal fatigue layer of the main body on the working surface of the waste hydraulic cylinder liner 1;
[0042] 2. Install the cylinder liner 1 on the fixture, and turn the fixture at a linear speed of 700mm / min;
[0043] 3. Pour acetone on the working surface of the cylinder liner 1 to clean off the oil and impurities;
[0044] 4. Heat the cylinder liner from 1 to 100°C with an alcohol blowtorch;
[0045] 5. Deliver martensitic stainless steel powder to the working surface of cylinder liner 1;
[0046] 6. Irradiate the martensitic stainless steel powder with a laser power of 3.5KW and a bandwidth of 3mm to melt it, and deposit a stainless steel surface layer 2 with a thickness of 7.3mm;
[0047] 7. Remove the cylinder liner from the fixture, and machine the cylinder liner size and roughness to meet the use size specifications.
Embodiment 3
[0049] (1). Use a lathe to remove the 0.5mm body metal fatigue layer on the working surface of the waste hydraulic cylinder liner 1;
[0050] (2). Put the cylinder liner 1 on the fixture, and rotate the fixture at a linear speed of 400mm / min;
[0051] (3.) Pour acetone on the working surface of cylinder liner 1 to clean off oily impurities;
[0052] (4).Heat the cylinder liner from 1 to 40°C with an alcohol blowtorch;
[0053] (5). Conveying martensitic stainless steel powder to the working surface of cylinder liner 1;
[0054] (6). Irradiate the martensitic stainless steel powder with a laser power of 3.5KW and a bandwidth of 3mm to melt it, and deposit a stainless steel surface layer 2 with a thickness of 7.3mm;
[0055] (7). Remove the cylinder liner from the fixture, and machine the cylinder liner size and roughness to meet the use size specifications.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More