Arc ignition cooperation control method for twin-wire welding device system
A collaborative control and equipment technology, which is applied in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problems of poor flexibility, inability to meet the application, and inability to realize single and independent work at the same time, so as to improve the deposition speed, The effect of improving welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The present invention will be further described below in conjunction with the drawings and embodiments.
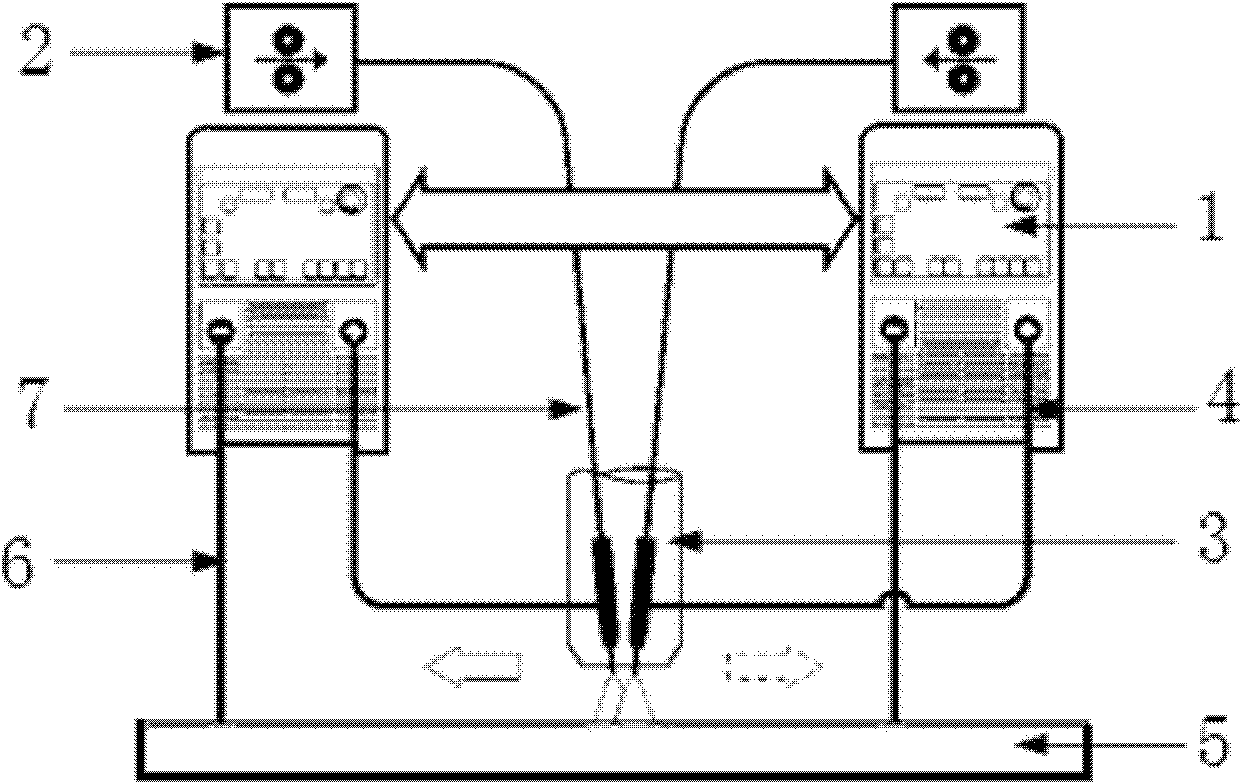
[0028] Such as figure 1 As shown, a twin-wire welding equipment system, the specific operation is as follows:
[0029] The system includes two sets of Pulse MIG arc welding power source 1, two sets of wire feeding device 2, a set of water-cooled double wire welding gun 3, robot or special plane. The two Pulse MIG arc welding power sources 1 are coordinated through 485 serial communication; the wire feeder 2 is connected to the arc welding power source 1 through the communication cable and the welding cable 4; the wire feeder 2 is connected to the robot control cabinet through the control cable or Special plane control cabinet connection; two cables of water-cooled double-wire welding gun 3 are connected to two sets of wire feeding devices 2; two water-cooled double-wire welding guns 3 are connected with two sets of wire feeding devices 2; water-cooled double-wire welding...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com