Roll Seam Welding Method of Large Diameter Process Roll Rolled by Plate
A welding method and technology of process rolls, which are applied in the field of large-diameter process roll seam welding, can solve the problems affecting the quality of strip steel, the unevenness of structure and material composition, and the difference in chemical composition between the weld seam and the base material of the roll, etc., to achieve improvement The effect of manufacturing quality, ensuring consistency, and reliable strip quality assurance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0015] The roll seam welding method of the large-diameter process roll rolled by the sheet material of the present invention comprises the following steps:
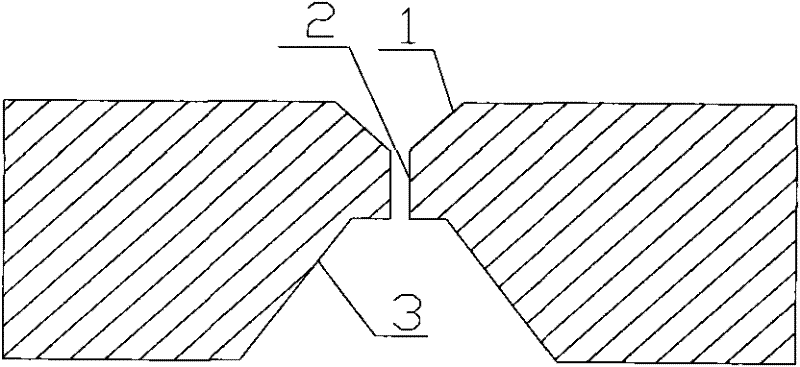
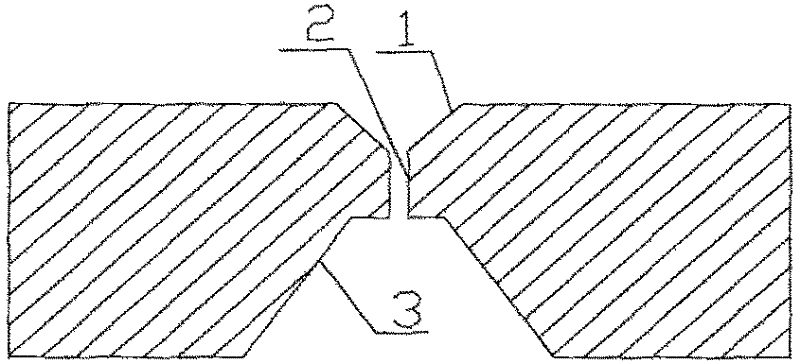
[0016] Step 1, process roll seam welding groove processing, such as figure 1 As shown, the roll seam welding grooves from outside to inside are V-shaped groove 1, flat-bottomed trapezoid 3 groove with blunt edge 2 or U-shaped groove with blunt edge 2, and the groove size on both sides of the roll gap must be guaranteed consistency;
[0017] Step 2. Use tooling to close the roll gap of the process roll, and align the welding grooves on both sides of the roll gap within the full length of the roll gap, so that no misalignment occurs;
[0018] Step 3: After the process roll seam is closed, in order to fix the weld seam and realize roll seam welding, weld several ribs at the two ends and the middle of the roller body. Before welding the ribs, preheat the welding part of the ribs to above 200°C before performing welding , th...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com