

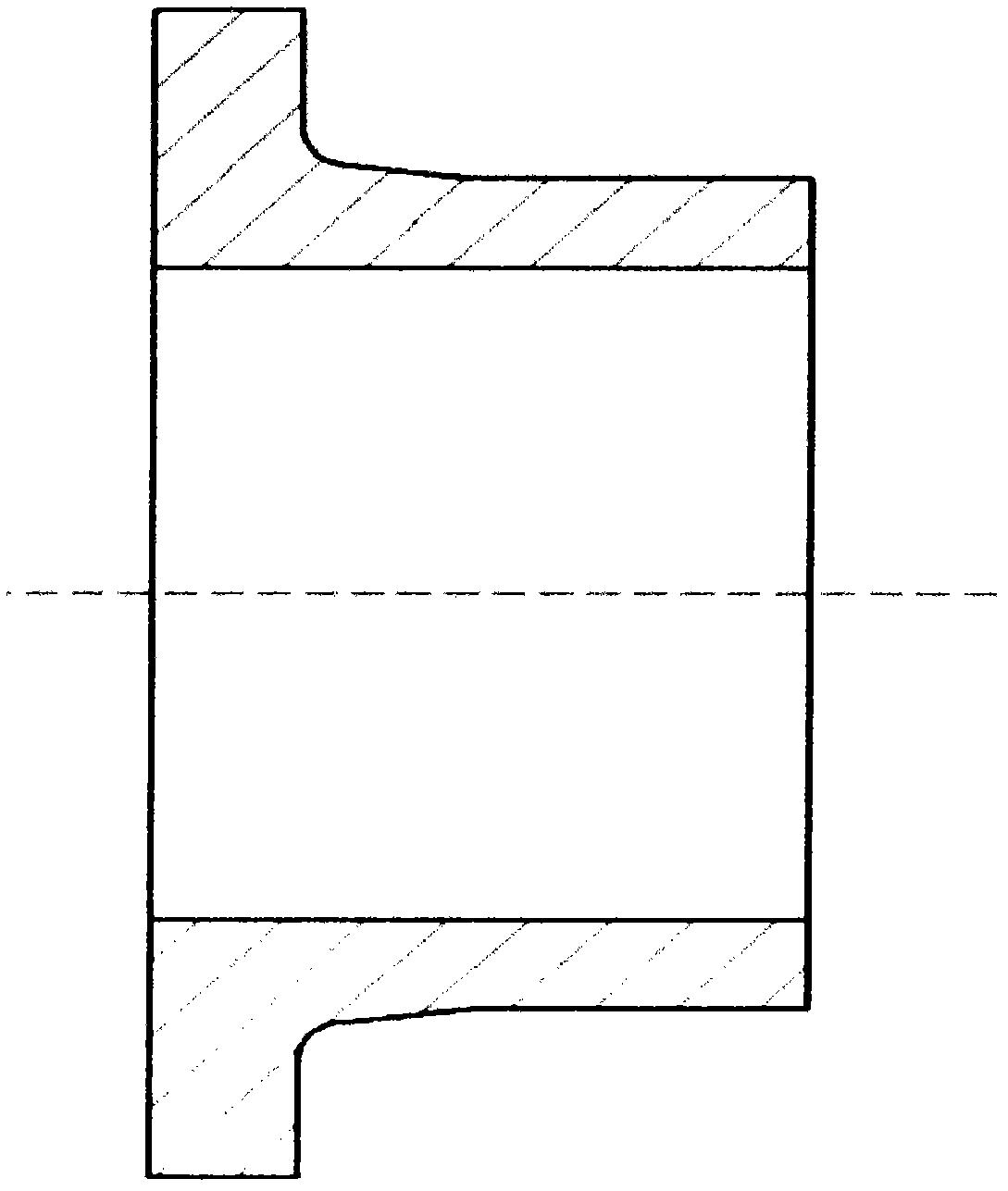
Forging method for thin-walled step short sleeve type main shaft flange of water turbine
A water turbine and thin-walled technology, which is applied in the forging field of the main shaft flange of the thin-walled step short sleeve of the water turbine, can solve the problems of increasing the weight of the forging, the reduction of the axial mechanical properties, and the prolongation of the processing cycle of the parts. The effects of uneven metal flow, reduced machining volume, and improved material utilization
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] Embodiment 1: A method for forging a main shaft flange of a thin-walled step short sleeve of a water turbine, the specific steps are as follows:
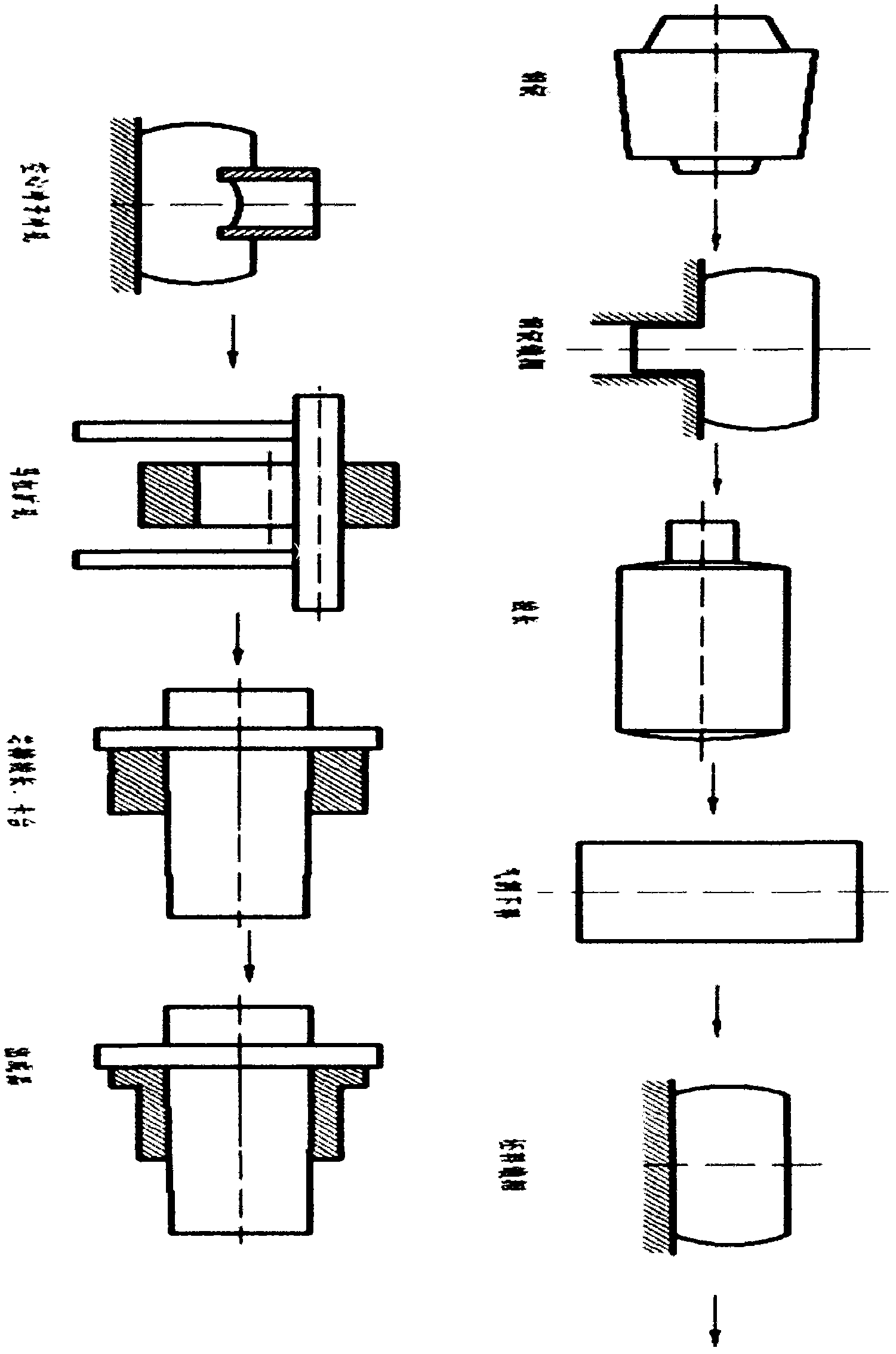
[0031] Step 1. Using steel ingots as raw materials, upsetting the steel ingots by a forging press, the amount of upsetting reduction is 50% of the length of the steel ingot body; after drawing, the ratio of the length after drawing to the length before drawing is 2.2 Between, after cutting off the material;
[0032] Step 2. Upsetting the billet processed in Step 1 to the size of the forging, and then punching with a punch for standby;
[0033] Step 3. Insert the horse bar into the inner hole of the billet, and carry out rounding and reaming on the billet on the horse bar. The ratio of the diameter after reaming to the diameter before reaming is between 1.2;
[0034] Step 4: Insert a mandrel into the blank, use symmetrical upper and lower V-shaped anvils to elongate the blank to the required size, and then press the blank out...
Embodiment 2
[0036] Embodiment 2: A method for forging the main shaft flange of the thin-walled step short sleeve of a water turbine, the specific steps are as follows:
[0037] Step 1. Using steel ingots as raw materials, upsetting the steel ingots by a forging press, the amount of upsetting reduction is 60% of the length of the steel ingot body; after drawing, the ratio of the length after drawing to the length before drawing is 2.0 Between, after cutting off the material;
[0038] Step 2. Upsetting the billet processed in Step 1 to the size of the forging, and then punching with a punch for standby;
[0039] Step 3. Insert the horse bar into the inner hole of the billet, and carry out rounding and reaming on the billet on the horse bar. The ratio of the diameter after reaming to the diameter before reaming is between 1.25;
[0040] Step 4: Insert a mandrel into the blank, use symmetrical upper and lower V-shaped anvils to elongate the blank to the required size, and then press the blan...
Embodiment 3
[0042] Embodiment 3: A method for forging a main shaft flange with thin-walled steps and short sleeves of a water turbine. The specific steps are as follows:
[0043] Step 1. Using steel ingots as raw materials, upsetting the steel ingots by a forging press, the amount of upsetting reduction is 70% of the length of the steel ingot body; after drawing, the ratio of the length after drawing to the length before drawing is 2.1 Between, after cutting off the material;
[0044] Step 2. Upsetting the billet processed in Step 1 to the size of the forging, and then punching with a punch for standby;
[0045] Step 3. Insert the horse bar into the inner hole of the billet, and carry out rounding and reaming on the billet on the horse bar. The ratio of the diameter after reaming to the diameter before reaming is between 1.35;
[0046] Step 4: Insert a mandrel into the blank, use symmetrical upper and lower V-shaped anvils to elongate the blank to the required size, and then press the bl...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More