

High-strength and high-toughness low alloy steel electric welding rod
A low-alloy steel, high-toughness technology, applied in the field of manual welding electrodes, to achieve the effects of no arc deviation, excellent welding performance, and stable arc
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
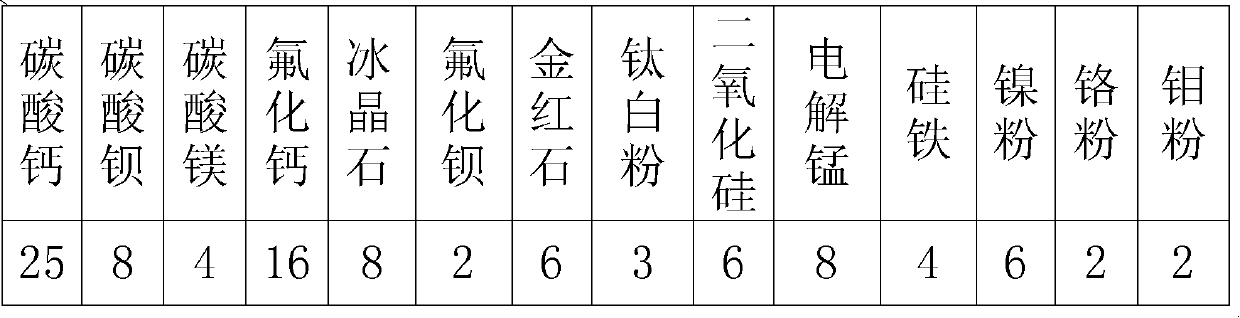
[0057] Using the common manufacturing process in the welding rod production industry, the welding core is made according to the welding core formula in Table 1-1, and the coating formula is prepared according to the coating formula in Table 1-2, and the welding rod coating is prepared by dry mixing and wet mixing, and coating the welding rod coating To the core, make it shape:
[0058] Table 1-1 Solder core formula (unit: weight percentage)
[0059] C
Si
Mn
Cr
Ni
P
S
Fe
0.03
0.2
0.35
0.10
0.10
0.010
0.010
Margin
[0060] Table 1-2 Coating formula (unit: weight percentage)
[0061]
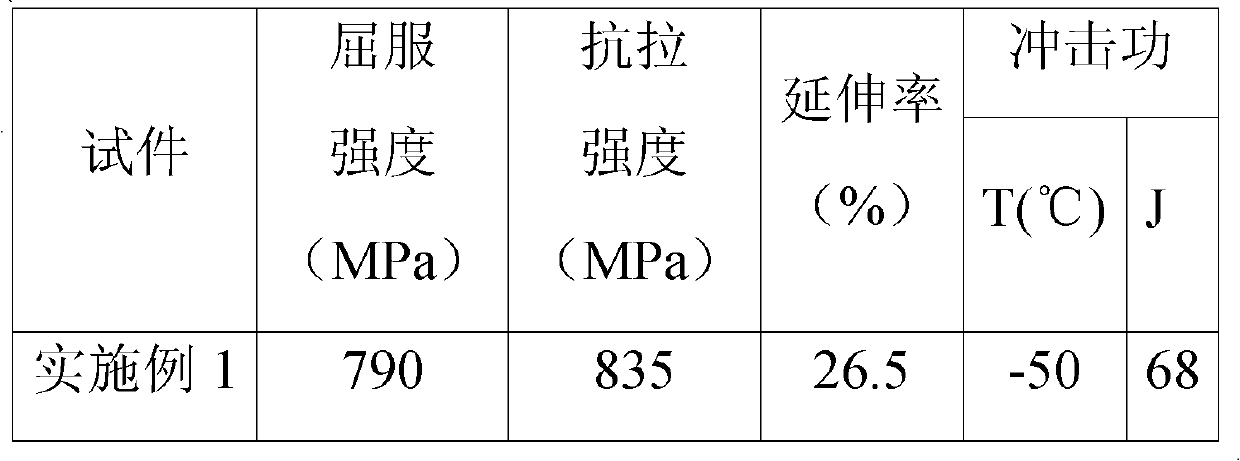
[0062] The chemical composition of the deposited metal is shown in Table 1-3, the mechanical properties are shown in Table 1-4, and the diffusible hydrogen content is shown in Table 1-5. The diffusive hydrogen is measured by gas chromatography, and the average value of two pieces is tested:
[0063] Table 1-3 Chemical composition of deposited metal (unit: percentage of elect...
Embodiment 2
[0070] Using the common manufacturing process in the welding rod production industry, the welding core is made according to the welding core formula in Table 2-1, and the coating formula is prepared according to the coating formula in Table 2-2, and the welding rod coating is prepared by dry mixing and wet mixing, and coating the welding rod coating To the core, make it shape:
[0071] Table 2-1 Solder core formula (unit: weight percentage)
[0072] C
Si
Mn
Cr
Ni
P
S
Fe
0.035
0.25
0.30
0.10
0.10
0.008
0.010
Margin
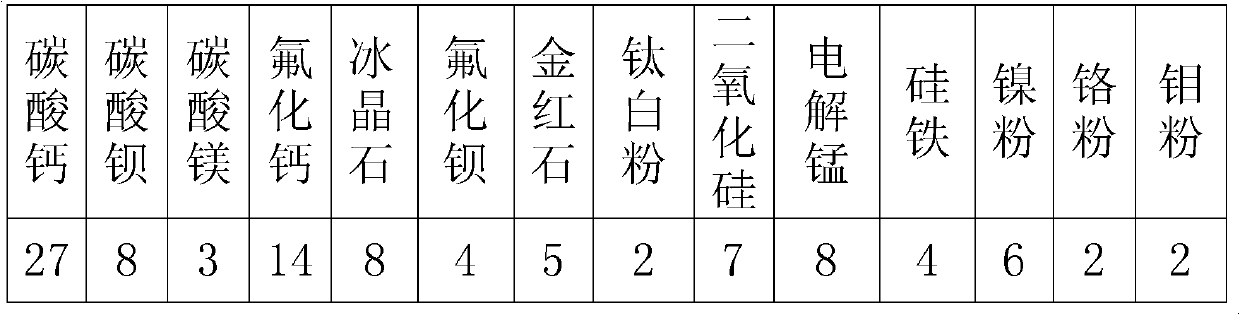
[0073] Table 2-2 Skin formula (unit: weight percentage)
[0074]
[0075] The chemical composition of the deposited metal is shown in Table 2-3, the mechanical properties are shown in Table 2-4, and the diffusible hydrogen content is shown in Table 2-5. The diffusive hydrogen is measured by gas chromatography, and the average value of two pieces is tested:
[0076] Table 2-3 Chemical composition of deposited metal (weight percentage)
[0077]...
Embodiment 3
[0083] Using the common manufacturing process in the welding rod production industry, the welding core is made according to the welding core formula in Table 3-1, and the coating formula is prepared according to the coating formula in Table 3-2, and the welding rod coating is prepared through dry mixing and wet mixing, and coating the welding rod coating To the core, make it shape:
[0084] Table 3-1 Solder core formula (unit: weight percentage)
[0085] C
Si
Mn
Cr
Ni
P
S
Fe
0.04
0.20
0.35
0.10
0.20
0.008
0.005
Margin
[0086] Table 3-2 Skin formula (unit: weight percentage)
[0087]
[0088] The chemical composition of the deposited metal is shown in Table 3-3, the mechanical properties are shown in Table 3-4, and the diffusible hydrogen content is shown in Table 3-5. The diffusive hydrogen is measured by gas chromatography, and the average value of two pieces is tested:
[0089] Table 3-3 Chemical composition of deposited metal (weight percentage)
[0...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More