

Controlling method for scales on surface of low-carbon cold heading steel hot-rolled wire rods
A low-carbon cold heading steel and hot-rolled wire rod technology, which is applied in the field of steel rolling, can solve problems such as broken wires, easy fall off of hot-rolled wire rods, and difficulty in obtaining descaling scales.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0019] The present invention is used in the 160mm wire rod of Shougang 2 It is applied in the production of Φ6.5mm SWRCH22A wire rod, which obviously controls the shedding of the wire rod during transportation and improves the mechanical dephosphorization performance of iron oxide scale. The specific process and performance data are shown in Table 1:
[0020] Table 1 shows the iron sheet thickness, mechanical properties and mechanical phosphorus removal performance of Φ6.5mm low carbon cold heading steel SWRCH22A wire rod before and after control
[0021]
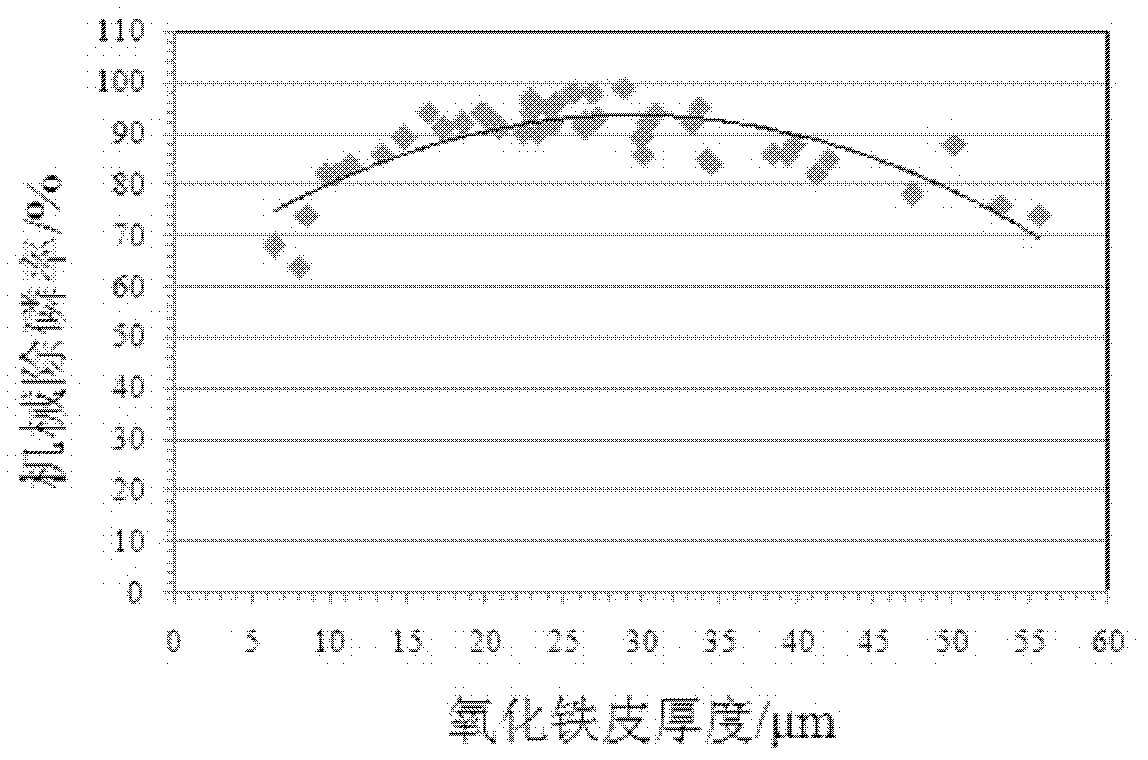
[0022] As shown in Table 1, the thickness, mechanical properties and mechanical dephosphorization performance of the oxide scale before and after control in the embodiment, under the premise of not affecting the mechanical properties of the wire rod, by controlling the finishing temperature, spinning temperature and phase change front stage cooling Speed and other methods control the iron sheet in a thickness range tha...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More