

Large-diameter thin-wall silver-copper alloy collector ring and manufacturing method thereof
A technology of silver-copper alloy and production method, which is applied in the manufacture of slip rings, current collectors, electrical components, etc., can solve the problems of large waste, low yield, and high energy consumption, and achieve uniform material, good performance, and reasonable annealing temperature control Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
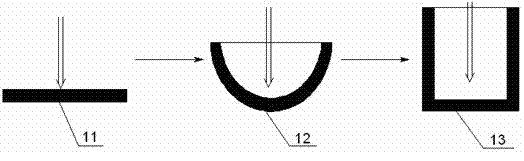
[0024] refer to figure 1 , AgCuNi 20-2 The silver-copper-nickel alloy of the brand is melted into a square ingot in a vacuum intermediate frequency furnace, and then rolled into a square plate 11 with a thickness of 4.6mm and a side length of 450mm, and then annealed in a box-type resistance furnace at an annealing temperature of 650°C and a holding time of 50min .
[0025] The 400-ton two-way hydraulic press exerts pressure on the plate, the periphery of the plate is fixed, and the center moves downward to form a C-shaped concave structure 12 in section.
[0026] Continue to apply pressure to roll the C-shaped concave structure 12 into a long tube 13 with a U-shaped cross-section. The low end of the long tube 13 is closed and the upper end is open.
[0027] In the above process, the pressing speed is controlled to be 10cm / min; the inner diameter of the rolled pipe is 197mm and the outer diameter is 203mm, and the blanking at the bottom of the long pipe 13 is removed to form...
Embodiment 2
[0030] refer to figure 1 , AgCuV 10-0.2 The silver-copper-nickel alloy of the brand is smelted into a square ingot in a vacuum intermediate frequency furnace, and then rolled into a square plate 11 with a thickness of 4.5mm and a side length of 450mm, and then annealed in a box-type resistance furnace at an annealing temperature of 700°C and a holding time of 60min .
[0031] The 400-ton two-way hydraulic press exerts pressure on the plate, the periphery of the plate is fixed, and the center moves downward to form a C-shaped concave structure 12 in section.
[0032] Continue to apply pressure to roll the C-shaped concave structure 12 into a long tube 13 with a U-shaped cross-section. The low end of the long tube 13 is closed and the upper end is open.
[0033] In the above process, the pressing speed is controlled to be 10cm / min; the inner diameter of the rolled pipe is 192mm and the outer diameter is 197mm, and the blanking at the bottom of the long pipe 13 is removed to fo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More