

Production process of extra-high strength steel stranded wire for long-span transmission wire
An ultra-high-strength technology for transmission wires, which is applied in the field of production technology of ultra-high-strength steel strands for large-span transmission wires, can solve the problems of restricting the production of wires and not being able to obtain them, and achieve technological progress and simple implementation methods. The effect of the improvement of product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
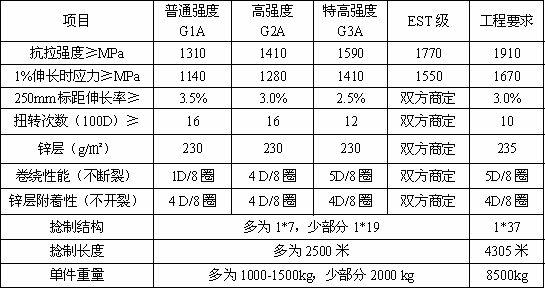
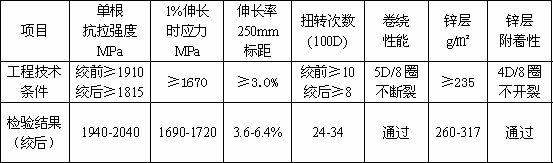
[0041] Embodiment 1: The production process of the ultra-high-strength steel strands for large-span transmission conductors of the present invention uses raw materials with a diameter of ¢9.0mm and steel grade 82B to produce 37 strands with a total diameter of 20.16mm and a single wire diameter of 2.88mm for large-span transmission conductors The hot-dip galvanized steel strand, the process is as follows:
[0042] 1) After the raw material is wire rod, the surface treatment of the wire rod is carried out first, and then the high-carbon wire rod of ¢9.0mm is selected to be drawn to ¢8.5mm. line machine;
[0043] 2) Heat treatment, pickling and phosphating again, and surface treatment of the wire;
[0044] 3) Finished product drawing: use high-power multi-pass LT-11 / 650 water tank wire drawing machine for drawing processing, the compression ratio is 12-18.6%, and the drawing process is as follows:
[0045] The first drawing: reach a diameter of 8.5mm and a compression rate of ...
Embodiment 2
[0060] Embodiment 2: The production process of the ultra-high-strength steel strands for large-span transmission wires in this embodiment is different from Embodiment 1 in that: in the process of surface treatment of wire rods, the following methods are used for pickling and phosphating: the acidification process uses concentration It is 15%-20% hydrochloric acid, pickling the wire at room temperature, the pickling time is 8-12min, the concentration of ferrous ions in hydrochloric acid is controlled at ≤200g / L; during the phosphating process, the temperature is controlled at 50 ~70°C, the phosphating time is 10~15min, and the thickness of the phosphating film is controlled to be ≤11 microns.
Embodiment 3
[0061] Embodiment 3: The production process of extra-high-strength steel strands for large-span transmission wires in this embodiment, the following measures are taken during the drawing process: by adopting the method of increasing the diameter of the tower pulley and reducing the drawing speed, to ensure a large compression ratio The lower toughness index is not lowered, the diameter of the tower wheel is increased to 678-878mm, and the drawing speed is controlled at 2.5 m / s to 3.5 m / s.
[0062] In the production process of the extra-high-strength steel strand for large-span power transmission wires in the present invention, during the twisting process, the wire wheel of the tubular strander is changed to a rotatable type to reduce the stress during the stranding process of the steel wire, and to ensure that the steel strand Good straightness, the diameter of the traction wheel of the tube stranding machine is between 1.5m and 1.8m.
[0063] During the hot-dip galvanizing pr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More