

Preparation method of vacuum heat insulating plate
A technology of vacuum heat insulation boards and products, which is applied in the manufacture of tools, ceramic molding machines, etc., can solve the problems of unsatisfactory construction fields, short service life, and poor fireproof performance, and achieve good fireproof performance, long service life and low cost. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
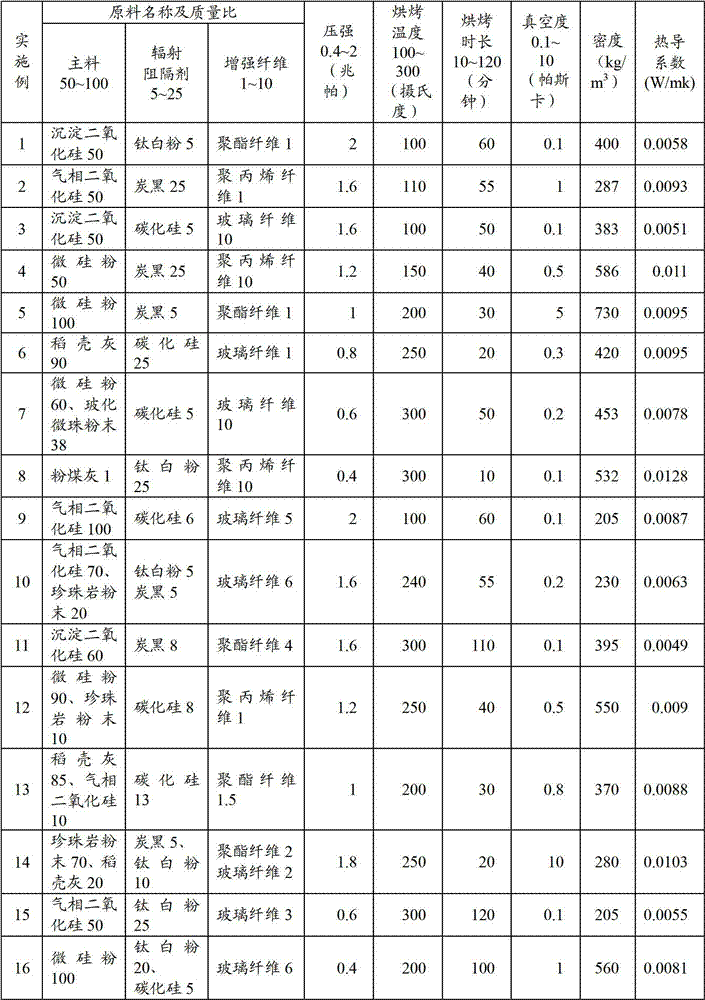
[0017] Put the precipitated silica, titanium dioxide (titanium dioxide), and polyester fiber into the mixer at a ratio (mass ratio) of 50:5:1 in sequence, and stir for 5 minutes to obtain a mixture. The silo is located under the mixer. Open the feed valve of the mixer, and the mixture will leak into the silo. The mixture in the silo is sent to the mold in the cold press by vacuum suction. After the mixture is filled with the mold, the mixture is pressed with a pressure of 2 MPa, and the core material is obtained after compression molding. Put the core material into the dryer and bake at a temperature of 100 degrees Celsius for 60 minutes. Put the baked core material into a non-woven bag for seamless wrapping, then put the non-woven wrapped core material into a multi-layer composite aluminum foil bag, and send it to the vacuum equipment to 0.1 Pascal to seal. The resulting vacuum insulation panel has a density of 400kg / m 3 , the tested thermal conductivity reaches 0.0058W / mk...
Embodiment 2
[0019] Put fumed silica, carbon black, and polypropylene fiber into the mixer in a ratio of 50:25:1 (mass ratio), stir for 5 minutes, and heat the stirring tank of the stirring equipment at a temperature of 94 to 105 degrees Celsius while stirring , to obtain the mixture. The silo is located under the mixer. Open the feed valve of the mixer, and the mixture will leak into the silo. The mixture in the silo is sent to the mold in the cold press by vacuum suction. After the mixture is filled with the mold, the mixture is pressed with a pressure of 1.6 MPa, and the core material is obtained after compression molding. Put the core material into the dryer and bake at a temperature of 110 degrees Celsius for 50 minutes. Put the baked core material into POF film (multi-layer co-extruded polyolefin heat shrinkable film) for seamless wrapping, then put the core material wrapped by POF film into an aluminum foil bag with glass fiber on the surface, and send it to Into the vacuum equip...
Embodiment 3
[0021] Precipitated silica, silicon carbide, and glass fiber were heated and baked at 94-105 degrees Celsius for more than 5 minutes at a ratio (mass ratio) of 50:5:10, and then put into the mixer in turn, and after stirring for 5 minutes, the obtained Mixture. The silo is located under the mixer. Open the feed valve of the mixer, and the mixture will leak into the silo. The mixture in the silo is sent to the mold in the cold press by vacuum suction. After the mixture is filled with the mold, the mixture is pressed with a pressure of 1.6 MPa, and the core material is obtained after compression molding. Put the core material into the dryer and bake at 100 degrees for 50 minutes. Put the baked core material into a non-woven bag for seamless wrapping, then put the non-woven wrapped core material into a multi-layer composite aluminum foil bag, and send it to the vacuum equipment to 0.1 Pascal to seal. The obtained product density is 383kg / m 3 , the tested thermal conductivity ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Density | aaaaa | aaaaa |
| Thermal conductivity | aaaaa | aaaaa |
| Density | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More