

Steel wire connecting method
A connection method and steel wire technology, applied in the direction of welding equipment, resistance welding equipment, furnace types, etc., can solve the problems of operators' personal safety threats, affecting production efficiency, and decreased toughness of welded parts, so as to facilitate the analysis of fracture causes of welded parts, The effects of standardization of welding operation and improvement of production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
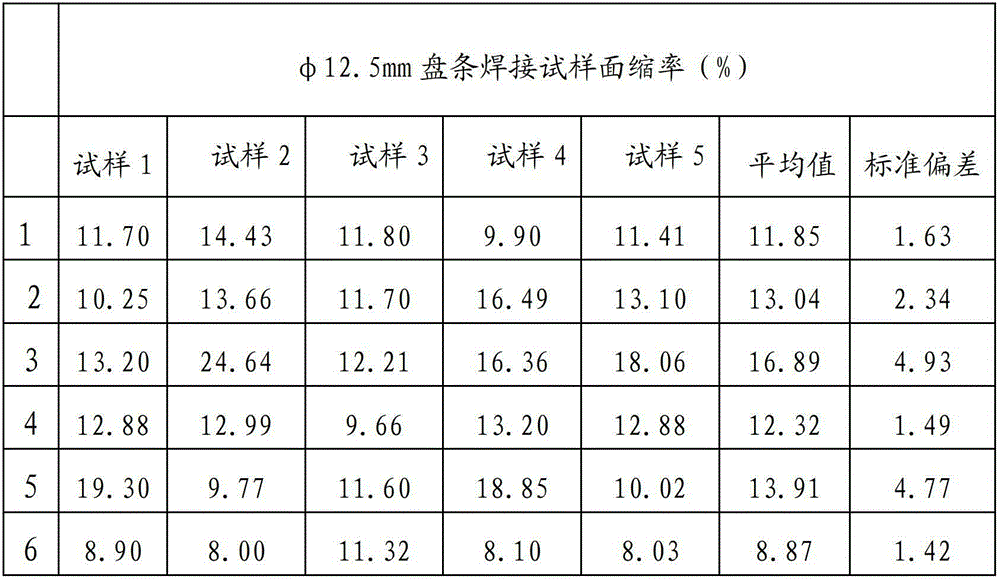
[0021] The wire rod is φ12.5mm82B wire rod.
[0022] (1) Straightening: Straighten the heads of the two wire rods respectively, remove the burrs at the cutting heads with a grinding wheel, and perform 45° chamfering treatment with a length of 2mm.
[0023] (2) Grinding head: Grinding the end of the wire rod, after grinding the head, use sandpaper to clean the impurities around the end of the wire rod.
[0024] (3) Butt welding: respectively clamp the wire rod processed in step (2) to the welding position of the welding machine and use resistance butt welding for welding. The wire rod at both ends should be kept horizontal. If the clamping mechanism is found to be loose, it should be adjusted in time . The welding temperature of the steel wire is 1080-1270°C, the upsetting time is 3-8s, the width of the weld is 1-3mm, the height of the weld is 2-3mm, and there are uniform cracks around it. Cool naturally to 30-40°C at ambient temperature. After the welding is completed, grin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More