

Preparation method of thickness-diameter ratio longitudinal titanium and titanium alloy welded pipe
A titanium alloy, thickness-to-diameter ratio technology, applied in welding equipment, arc welding equipment, metal processing equipment, etc., can solve problems such as incomplete forming, wavy forming edges, and rebound welding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
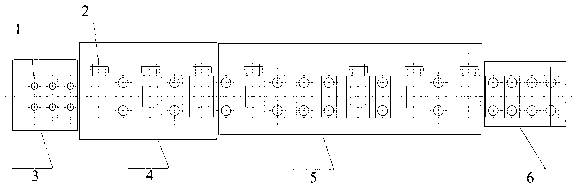
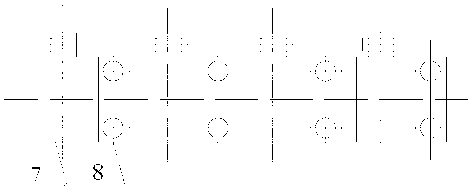
[0031] The raw material is TA2 titanium belt, the width is 122.0~123.5, the wall thickness is 0.68~0.76mm, the continuous cold bending forming roll mold specification is Φ39, and the preparation of Φ39×0.7mm straight seam titanium welded pipe is carried out. The titanium belt passes through the centering device composed of 3 sets of non-powered vertical rollers on the forming unit. The gap between the vertical rollers is 10mm to realize the centering and guiding of the titanium belt. The titanium belt through the centering device enters the rough forming device in the forming unit, and the arrangement is flat roll + vertical roll + flat roll + vertical roll + flat roll. The gap between the flat roll and the vertical roll in the rough forming device is 25mm. The lower rolls of the 3 sets of flat rolls are driven independently with power, and the upper rolls and vertical rolls of the flat rolls are passively driven without power. After the rough forming device, the edge of the ...
Embodiment 2
[0035] The raw material is TA2 titanium belt, the width is 139~140.5, the wall thickness is 0.68~0.76mm, the continuous cold bending forming roll mold specification is Φ39, and the straight seam titanium welded pipe with the specification of Φ44.7×0.7mm is prepared.
[0036] The titanium belt passes through the centering device composed of 3 sets of non-powered vertical rollers on the forming unit. The gap between the vertical rollers is 10mm to realize the centering and guiding of the titanium belt. The titanium belt through the centering device enters the rough forming device in the forming unit, and the arrangement is flat roll + vertical roll + flat roll + vertical roll + flat roll. The gap between the flat roll and the vertical roll in the rough forming device is 25mm. The lower rolls of the 3 sets of flat rolls are driven independently with power, and the upper rolls and vertical rolls of the flat rolls are passively driven without power. After the rough forming device,...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More