

Vertical friction stud welding method
A friction stud welding and stud technology, which is applied in welding equipment, non-electric welding equipment, metal processing equipment, etc., can solve the problems of difficult to break the oxide film on the surface of aluminum materials, deteriorate the joint strength, and easily produce hard and brittle problems, and achieve Simple and feasible equipment and operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040]The present invention will be further described in detail below in conjunction with specific embodiments, which are explanations of the present invention rather than limitations.
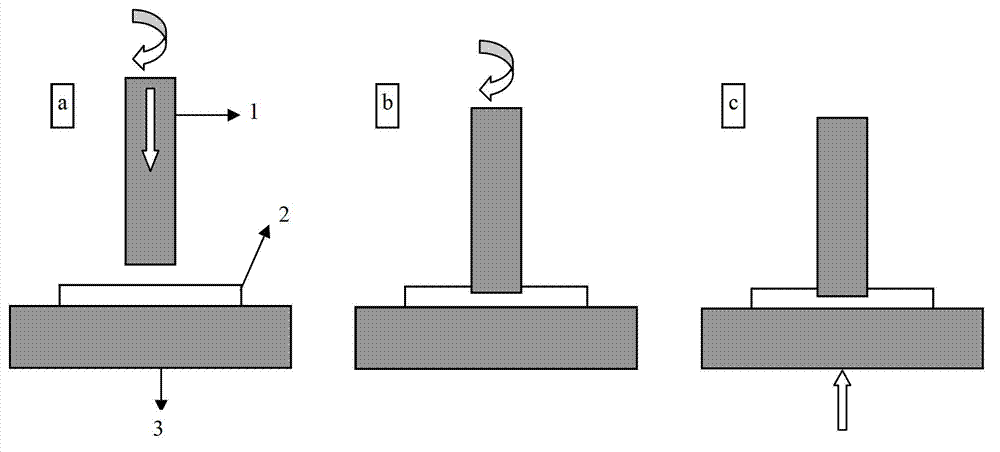
[0041] In order to solve the welding of dissimilar metal friction stud welding, if the friction stir spot welding process of aluminum plate / steel stud is used for friction stud welding of dissimilar metals, the tools used for friction stir spot welding are replaced by steel studs for stud welding, and When canceling the stud extraction process, two major problems arise:
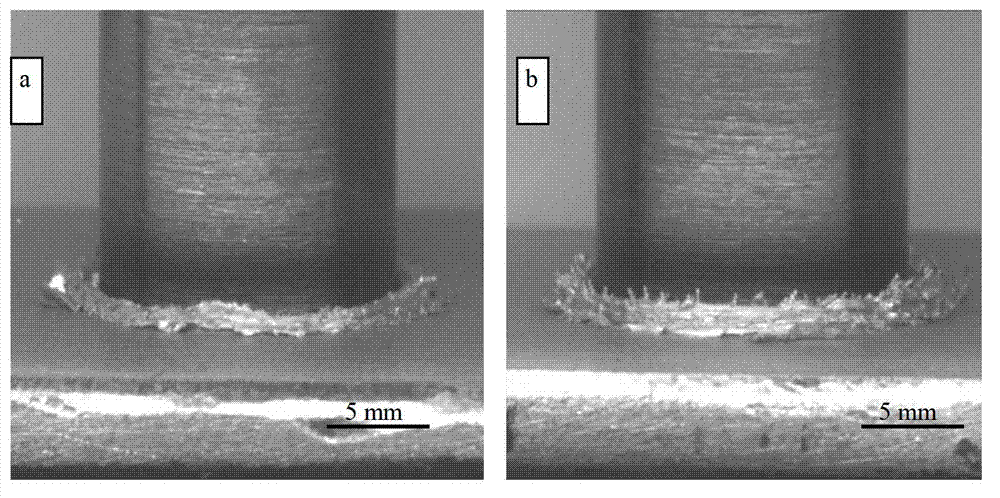
[0042] One is that although the aluminum plate can be firmly adhered to the end of the steel stud, cracks appear in the base metal of the aluminum plate (with the continuous welding of the interface, the real instantaneous friction interface gradually transfers from the original interface to the weak base material with lower strength , the torsion cracks of the secondary friction surface appeared in the weak base metal), the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More