

Casting method for reducing macroscopic segregation of cast ingot
A casting method and macro-segregation technology, applied in the control of molten metal pouring from ladles, casting equipment, manufacturing tools, etc., can solve the problems that the liquid phase occupies a large volume, the pouring amount has no basis, and the effect is minimal. , to achieve the effects of inhibiting macro segregation, accelerating solidification speed and increasing free crystal nuclei
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
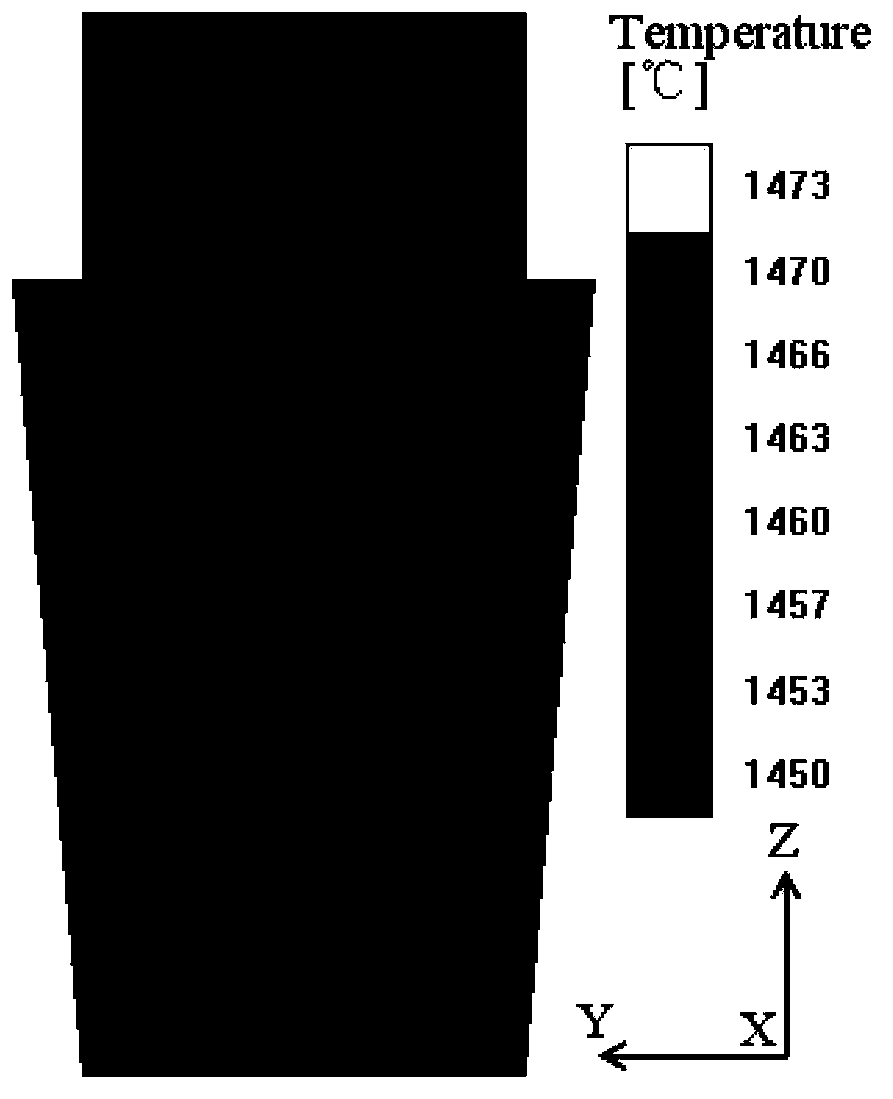
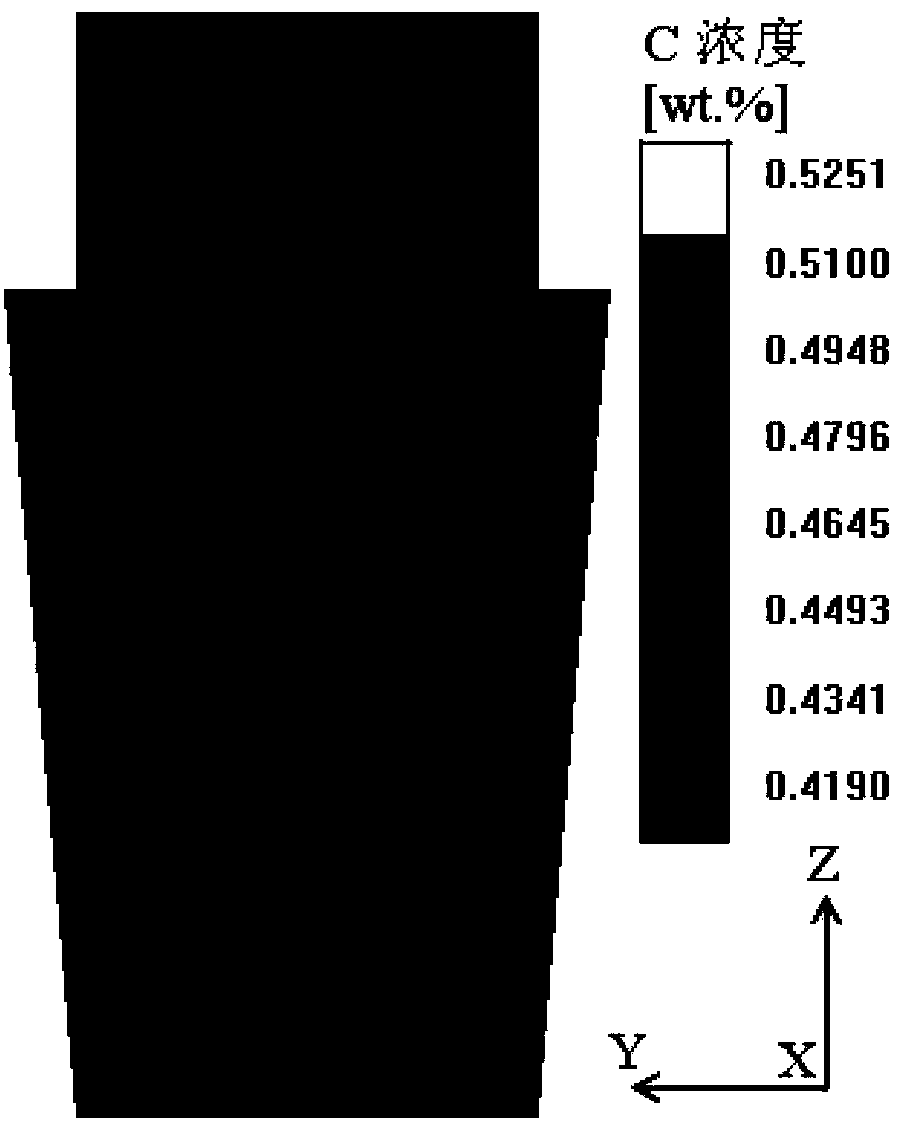
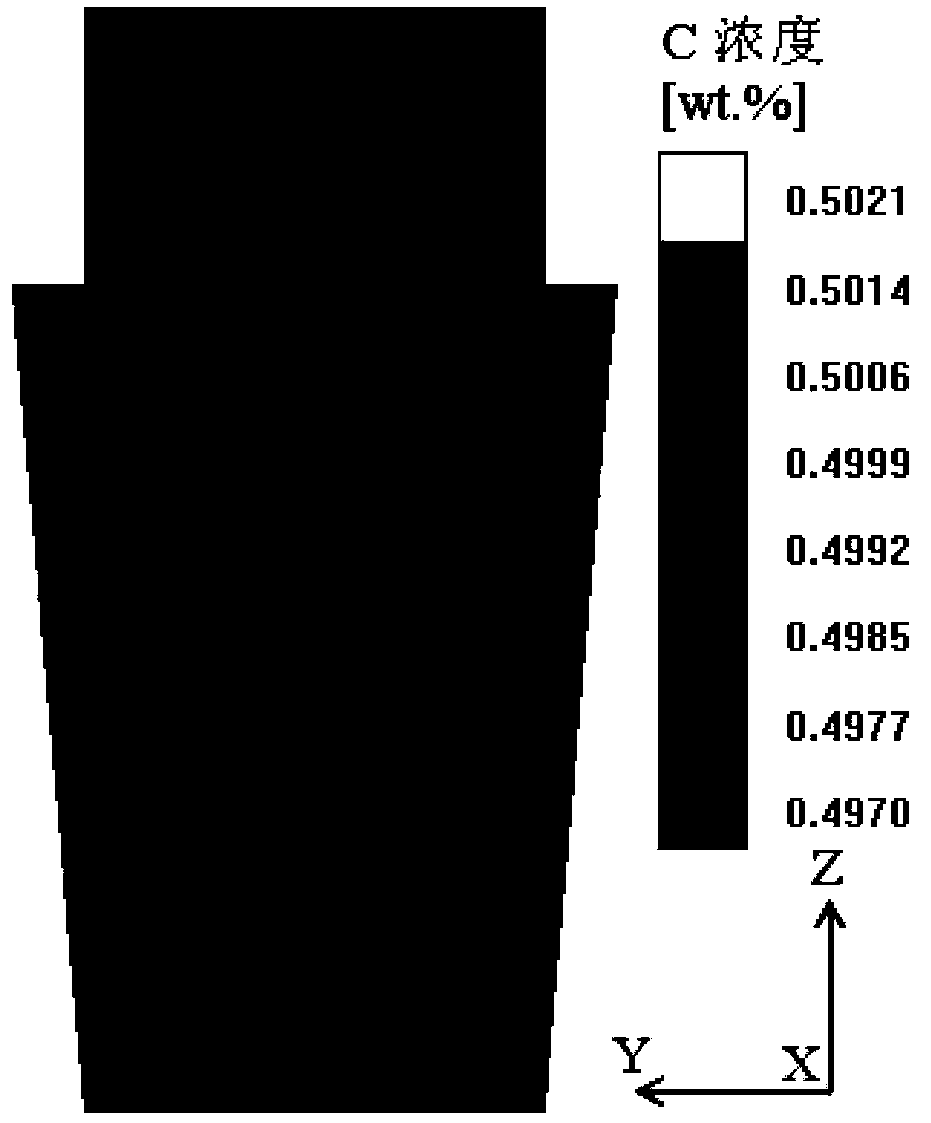
[0037]like figure 1 Alloy steel ingots are shown in which the composition of component C is 0.5%. The alloy steel has a liquidus temperature of 1474°C and a solidus temperature of 1383°C. The molten steel is injected from the top, the casting temperature is 1525°C, and the weight of the steel ingot is W=16kg.
[0038] Casting is carried out by adopting the above-mentioned method of the present invention, and the process conditions are as above, and a single-hole bottom pouring ladle is used for casting. Specific steps are as follows:
[0039] 1. Through numerical simulation, the time t required for the complete solidification of the ingot under the general casting process is 583s, while the casting time of the traditional process is only a few seconds.
[0040] 2. Casting the ingot in a mold using a ladle.
[0041] 3. Control the casting speed during the casting process so that the average casting speed v is greater than W / t=0.027kg / s, but less than W / (1 / 10t)=0.27kg / s at t...
Embodiment 2
[0047] The cast steel ingot weighs W=10kg. Casting is carried out by adopting the above-mentioned method of the present invention, the process conditions are as above, and the casting adopts tilting casting. Specific steps are as follows:
[0048] 1. The time t required for the complete solidification of the ingot under the general casting process is determined by experiments to be 314s.
[0049] 2. Casting the ingot in a mold using a ladle.
[0050] 3. Control the casting speed during the casting process so that the average casting speed v is greater than W / t=0.032kg / s and less than W / (1 / 10t)=0.32kg / s. In this embodiment, the average casting speed is controlled to be 0.31kg / s, and the final actual casting time tp reaches 32s, meeting the requirement: 1 / 10t=31.4s
[0051] Experimental results show that the macro segregation of the ingot obtained by adopting the method of the invention is greatly reduced.
Embodiment 3
[0053] The cast steel ingot weighs W=100kg. Casting is carried out by adopting the above-mentioned method of the present invention, and the process conditions are as above. The casting is casted with a bottom pouring ladle, and the pouring ladle is a porous ladle. Specific steps are as follows:
[0054] 1. The time t required to obtain the complete solidification of the ingot under the general casting process is 3560s as measured by experiments.
[0055] 2. Casting the ingot in a mold using a ladle.
[0056] 3. During the casting process, the size of the hole is constantly adjusted according to the actual situation, and the number of holes is cast at the same time, so as to control the casting speed, so that the average speed v of the casting is less than W / (1 / 10t), but greater than W / t at the same time. The casting position of the control pocket is consistent with the height of the upper surface of the metal during casting. In this embodiment, the average casting speed is ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More