

A manufacturing method of x90 grade pipeline steel large-diameter thick-walled straight seam submerged arc welded pipe
A technology of straight seam submerged arc welding and manufacturing method, used in manufacturing tools, arc welding equipment, welding equipment, etc., can solve the problems of strength and toughness matching of welded joints, uneven forming, and decline in mechanical properties of pipe bodies, and achieve guaranteed strength. and toughness, low weld susceptibility coefficient values, high uniform elongation of the body
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0028] Example 1: Manufacture of X90Φ1219×24.2mm straight seam welded pipe
[0029] (1) Raw material, using X90 steel plate with a wall thickness of 24.2mm, its main alloy element content: C 0.09%, Si 0.28%, Mn 1.83%, S 0.001%, P 0.008%, Ni 0.42%, Cr 0.03%, Cu 0.16%, Nb 0.049%, V 0.025%, Ti 0.015%, Mo 0.39%, Al 0.032%, N 0.008%, B 0.0005%, the balance is Fe, and the carbon equivalent is CE (Pcm) is 0.22.
[0030] (2) Ultrasonic inspection of steel plates, 100% ultrasonic testing of steel plates.
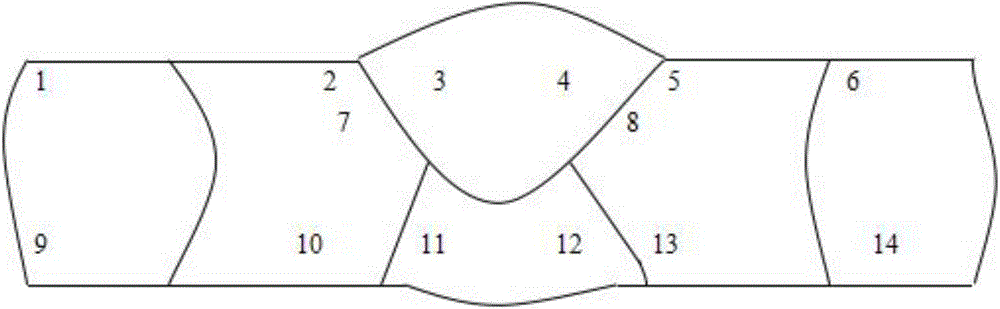
[0031] (3) For edge milling, the groove size is 38° for the upward groove, 40° for the downward groove, the depth of the downward groove is 9.0mm, and the blunt edge is 8.0mm.
[0032] (4) Pre-bending, use the pre-bending machine to pre-bend the edge of the plate, so that the curvature of the edge of the plate meets the requirements.
[0033] (5) JCO forming, first press one side of the pre-bent steel plate 10 times on the forming machine to form a "J" shape, and then press the ot...
Embodiment 2
[0058] Example 2: Manufacture of X90Φ1219×26.4mm straight seam welded pipe
[0059] (1) Raw material, using X90 steel plate with a wall thickness of 26.4mm, its main alloy element content: C 0.09%, Si 0.28%, Mn 1.83%, S 0.001%, P 0.008%, Ni 0.42%, Cr 0.03%, Cu 0.16%, Nb 0.049%, V 0.025%, Ti 0.015%, Mo 0.39%, Al 0.032%, N 0.008%, B 0.0005%, the balance is Fe, and the carbon equivalent is CE (Pcm) is 0.22.
[0060] (2) Ultrasonic inspection of steel plates, 100% ultrasonic testing of steel plates.
[0061] (3) For edge milling, the groove size is 35° for the upward groove, 35° for the downward groove, 10.0mm depth for the downward groove, and 9.0mm for the blunt edge.
[0062] (4) Pre-bending, use the pre-bending machine to pre-bend the edge of the plate, so that the curvature of the edge of the plate meets the requirements.
[0063] (5) JCO forming, first press one side of the pre-bent steel plate 10 times on the forming machine to form a "J" shape, and then press the other ...
specific Embodiment 3
[0087] Specific implementation example 3: X90Φ1219×30.4mm straight seam welded pipe manufacturing
[0088] (1) Raw material, using X90 steel plate with a wall thickness of 26.4mm, its main alloy element content: C 0.09%, Si 0.28%, Mn 1.83%, S 0.001%, P 0.008%, Ni 0.42%, Cr 0.03%, Cu 0.16%, Nb 0.049%, V 0.025%, Ti 0.015%, Mo 0.39%, Al 0.032%, N 0.008%, B 0.0005%, the balance is Fe, and the carbon equivalent is CE (Pcm) is 0.22.
[0089] (2) Ultrasonic inspection of steel plates, 100% ultrasonic testing of steel plates.
[0090] (3) Edge milling, the groove size is 35° for the upper groove, 35° for the lower groove, 11.5mm for the lower groove depth, and 11.0mm for the blunt edge.
[0091] (4) Pre-bending, use the pre-bending machine to pre-bend the edge of the plate, so that the curvature of the edge of the plate meets the requirements.
[0092] (5) JCO forming, first press one side of the pre-bent steel plate 10 times on the forming machine to form a "J" shape, and then pre...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More