

Center Porosity Control Technology of Continuous Casting Big Round Billet
A technology of loose center and round billet, applied in the field of metallurgy, can solve the problems of insufficient effect of quality control of casting billet, not very obvious effect, shrinkage hole in segregation center, etc. , the effect of increasing the proportion of equiaxed crystals
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 2
[0050] The central porosity control process of the continuous casting bloom includes the following steps:
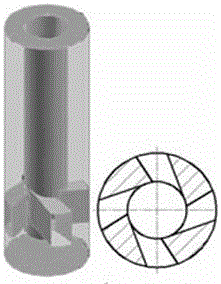
[0051] (1) figure 1 It is a schematic diagram of the structure of the four-segmented side-exit swirling submerged nozzle. The qualified molten steel is injected into the crystallizer through the four-segmented side-exit swirling submerged nozzle from the tundish;
[0052] (2) Add mold powder, and control the mold immersion depth to about 110mm;
[0053] (3) The liquid level automatic control system is adopted to stabilize the crystallizer liquid level;
[0054] (4) Stable casting speed, keep the casting billet casting speed stable; the arc radius of the continuous casting machine is 12m, and the growth diameter is 500mm for continuous casting of round billets, and the casting speed is controlled at 0.28m / min;
[0055] (5) Stabilize the superheat of molten steel in the tundish, and control the superheat of molten steel at about 20°C;
[0056] (6) Control the secondary ...
Embodiment 3
[0060] The central porosity control process of the continuous casting bloom includes the following steps:
[0061] (1) figure 1 It is a schematic diagram of the structure of the four-segmented side-exit swirling submerged nozzle. The qualified molten steel is injected into the crystallizer through the four-segmented side-exit swirling submerged nozzle from the tundish;
[0062] (2) Add mold slag, and control the mold immersion depth to about 120mm;
[0063] (3) The liquid level automatic control system is adopted to stabilize the crystallizer liquid level;
[0064] (4) Stable casting speed, keep the casting billet casting speed stable; the arc radius of the continuous casting machine is 12m, and the continuous casting round billet with a diameter of 500mm is produced, and the casting speed is controlled at 0.38m / min;
[0065] (5) Stabilize the superheat of molten steel in the tundish, and control the superheat of molten steel at about 30°C;
[0066] (6) Control the secondar...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More