

Combustion control system and method of industrial furnace
A technology for industrial furnaces and control systems, which is applied in the direction of combustion methods, combustion control, and fuel supply adjustment. Explosion accidents, the effect of high detection accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
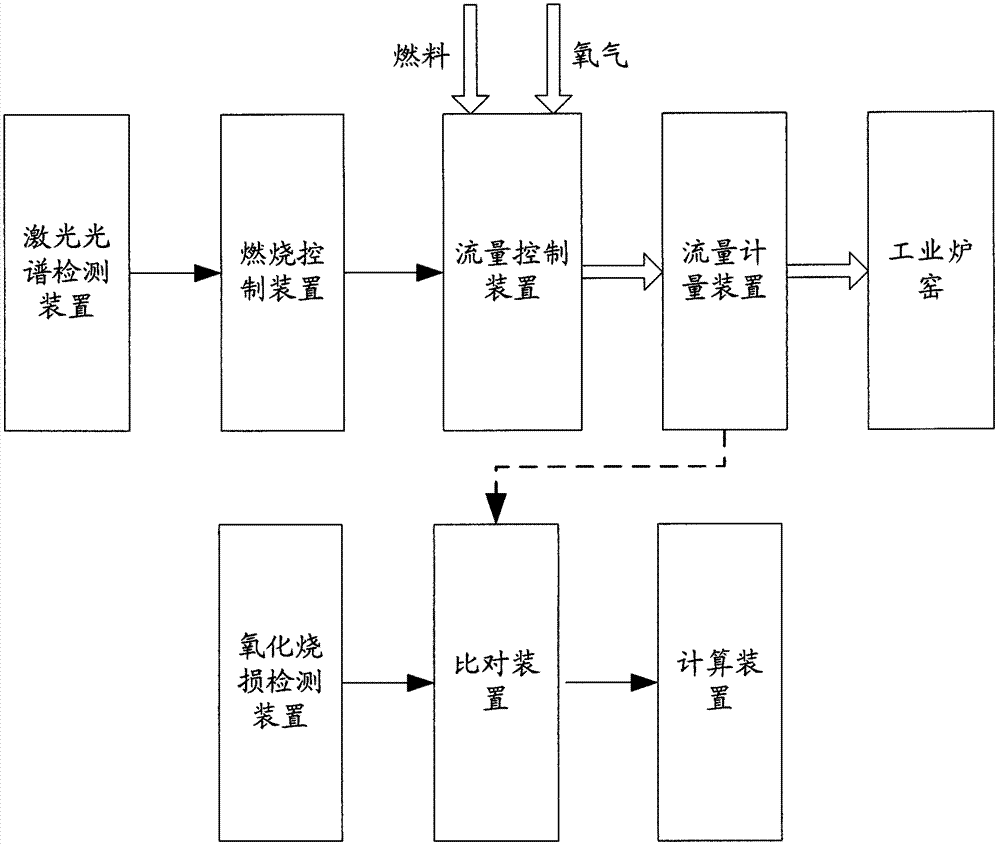
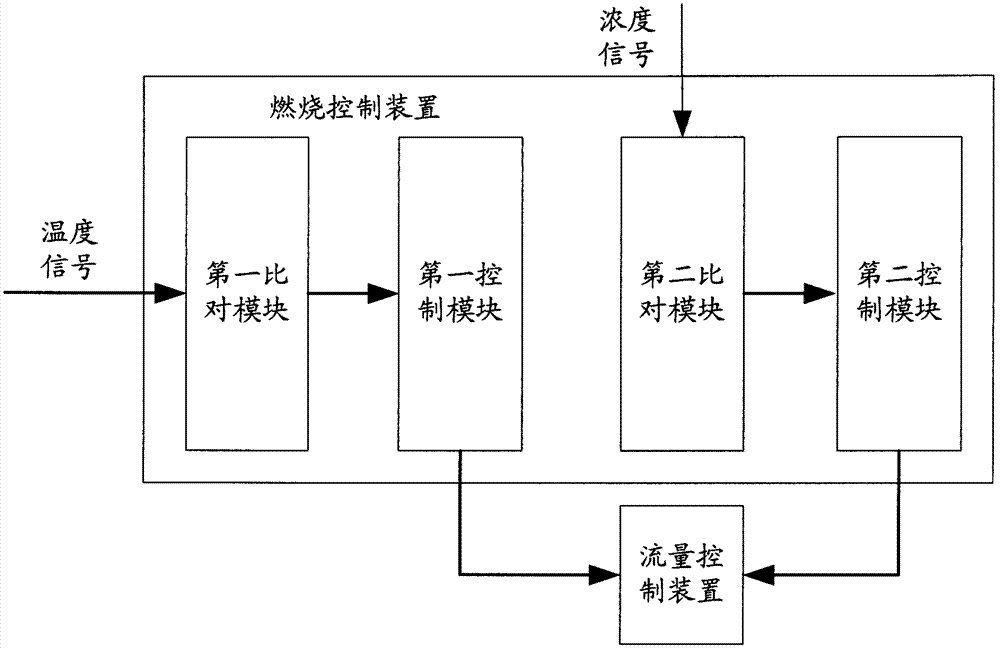
[0089] figure 1 The structure diagram of the combustion control system of the industrial furnace kiln according to the embodiment of the present invention is schematically presented, such as figure 1 As shown, the combustion control system of the industrial kiln includes:
[0090] A laser spectrum detection device, the laser spectrum detection device is arranged on the industrial furnace, and is used to detect the gas content in the industrial furnace, such as the content of oxygen and carbon monoxide; the laser spectrum detection device includes a laser, a detector and analysis modules. The laser and the detector can be installed on opposite sides of the industrial furnace respectively, so that the measurement light path passes through the gas in the industrial furnace; the laser and the detector can also be installed on one side, and the light reflection part can be installed on the opposite other side. side, so that the measuring light passes through the gas in the indust...
Embodiment 2
[0144] An application example of the combustion control system and control method of an industrial furnace according to Embodiment 1 of the present invention in a steel rolling heating furnace.
[0145] Figure 4 , 5 The horizontal and vertical installation diagrams of the laser spectrum detection device of this application example are given respectively, as shown in the figure. Figure 4 , 5 As shown in the figure, the heating furnace is divided into a preheating section, a heating section and a soaking section. The installation position of the laser spectrum detection device is as follows: in terms of height, it is 10-50 cm above the upper burner of each section; at this height position, the installation, It is easy to maintain and has a good optical path; in the horizontal direction, the preheating section: avoid the area affected by air leakage at the steel inlet (2.2m from the steel inlet side), and take the center of the section slightly to the center of the two burner...
Embodiment 3
[0163] An application example of the combustion control system and control method of an industrial furnace according to Embodiment 1 of the present invention in a steel rolling heating furnace.
[0164] In this application example, the heating furnace is divided into a preheating section, a heating section and a soaking section. The installation position of the first set of laser spectrum detection device is specifically: in terms of height, it is between the burners of each section and the workpiece; this height In terms of location, installation and maintenance are convenient, and the optical path is good, which can better detect the combustion atmosphere of the workpiece accessories; in the horizontal direction, the preheating section: avoid the area affected by air leakage from the steel inlet (2m from the steel inlet side), and take the center of the section Slightly biased toward the center of the two burners in the heating section; heating section: take the center positi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More