High-frequency induction annealing device and technology for regulation and control of copper-clad aluminum composite flat bus
A high-frequency induction and annealing device technology, applied in the direction of improving process efficiency, manufacturing tools, improving energy efficiency, etc., can solve the interface bonding strength with small interface thickness, shorten the holding time of copper-clad aluminum flat strips, reduce the interface bonding strength, etc. problems, to achieve the effect of high interface bonding strength, easy control of temperature stability, and short holding time.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] Example 1: Performance control of copper-clad aluminum flat row with a cross-sectional size of 40mm×10mm High-frequency induction annealing method, the copper layer cladding ratio of the flat row is 30%.
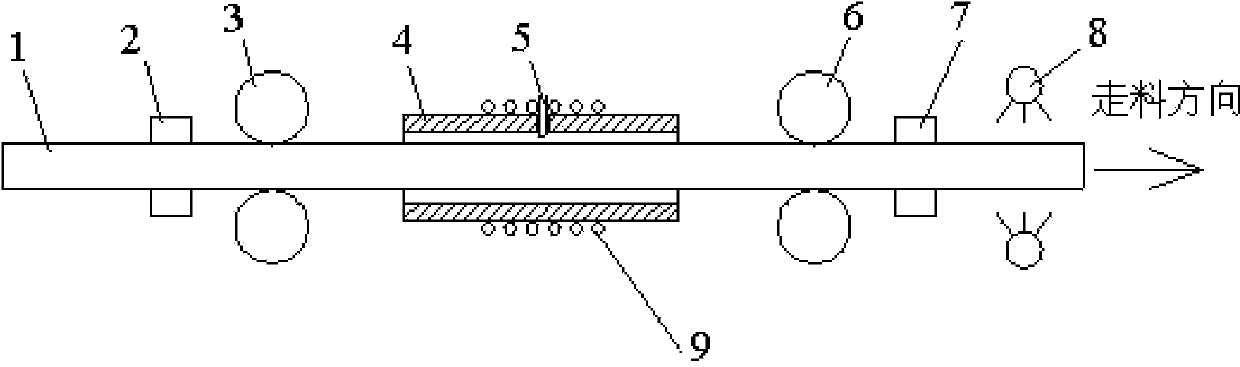
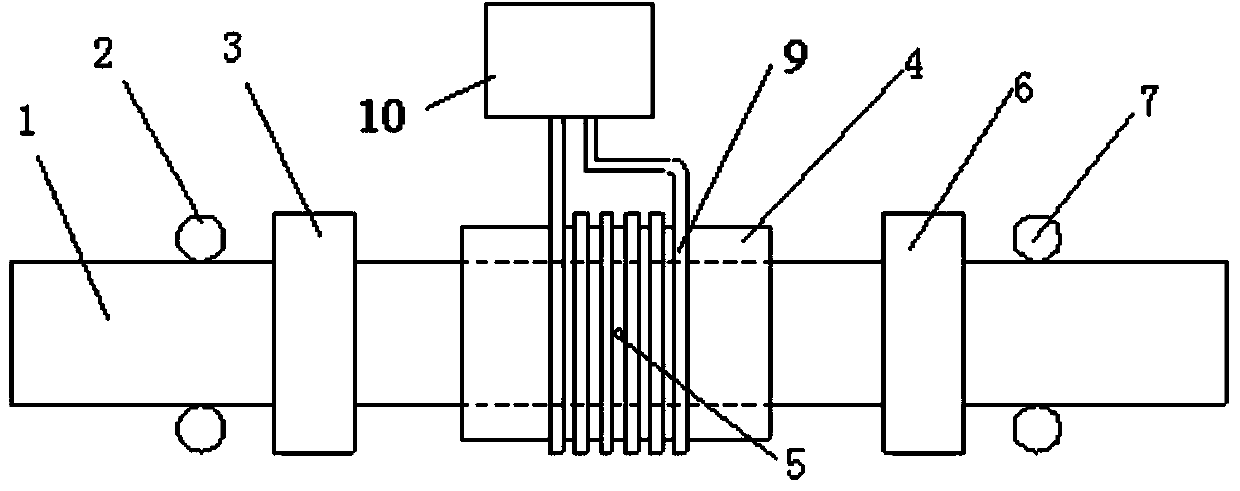
[0036] (1) Pass the copper-clad aluminum flat row with a length of 5m and a cross-sectional size of 40mm×10mm in sequence through the guide roller 2 and the driving roller 3 at the entrance, the ceramic tube in the high-frequency induction heating coil 9, and the driving roller 6 at the exit and guide roller 7, and by adjusting the position of the coil, the axis of the copper-clad aluminum flat row coincides with the axis of the induction heating coil as much as possible;
[0037] (2) Start the temperature measuring device 5 and the driving devices 3 and 6, set the feeding speed to 120mm / min and the annealing temperature to 430°C; start the high-frequency heating power supply 10 at the same time, check the status of water and electricity to ensure normal operation; ...
Embodiment 2
[0039] Example 2: Performance regulation of copper-clad aluminum flat row with a cross-sectional size of 60mm×10mm High-frequency induction annealing method, the copper layer cladding ratio of the flat row is 30%.
[0040] (1) Pass the copper-clad aluminum flat row with a length of 6m and a cross-sectional size of 60mm×10mm in sequence through the guide roller 2 and the driving roller 3 at the entrance, the ceramic tube in the high-frequency induction heating coil 9, and the driving roller 6 at the exit and guide roller 7, and by adjusting the position of the coil, the axis of the copper-clad aluminum flat row coincides with the axis of the induction heating coil as much as possible;
[0041] (2) Start the temperature measuring device 5 and the driving devices 3 and 6, set the feeding speed to 180mm / min and the annealing temperature to 460°C; start the high-frequency heating power supply 10 at the same time, check the status of water and electricity to ensure normal operation...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com