

Narrow Gap Metal Active Gas Shielded Arc Welding Process
An active gas and narrow gap technology, applied in arc welding equipment, manufacturing tools, welding equipment, etc., can solve the problems of not meeting the welding process well, large structure size, and large tendency of cold cracking, etc., and achieve the reduction of welding filling , large tendency of cold cracking and large amount of groove filling
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
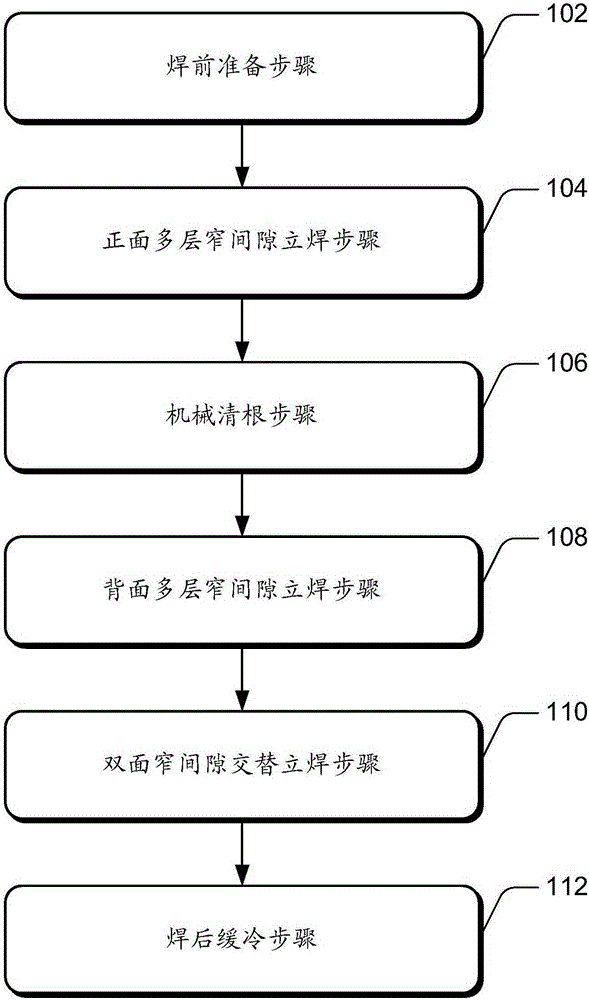
[0028] refer to figure 1 As shown, the present invention discloses a narrow gap melting electrode active gas shielded arc welding process, including:
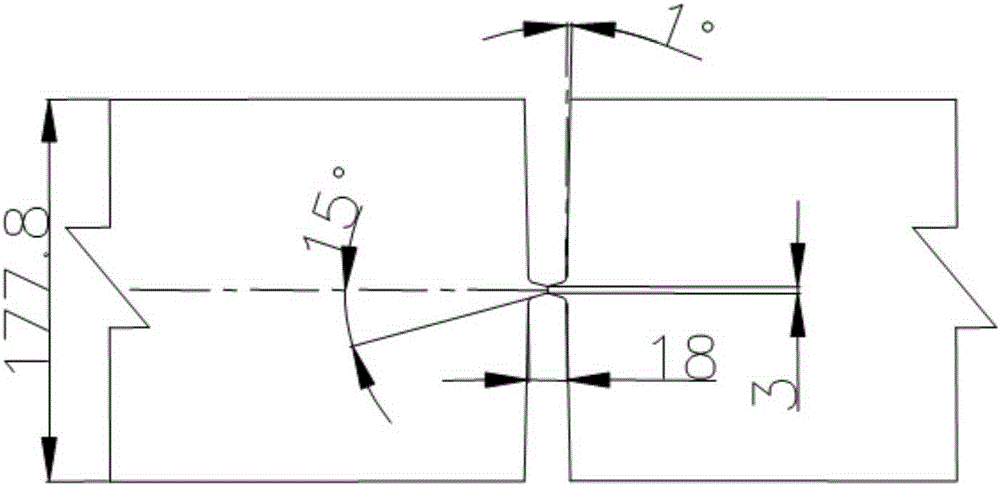
[0029] 102. Preparation steps before welding. The pre-weld preparation steps include the groove processing process, the pretreatment process, the preheating process and the groove assembly process. In one embodiment, the angle of the groove obtained in the groove processing process is 0.5°-2°, the blunt edge at the root is 1-4 mm, and the pair gap is 16-20 mm. figure 2 Disclosed is a processed groove structure in a narrow gap metal active gas shielded arc welding process according to an embodiment of the present invention. exist figure 2 In the shown embodiment, the angle of the groove obtained during the groove processing process is 1°, the blunt edge of the root is 3mm, the pair gap is 18mm, the inclination angle of the root is 15°, and the plate thickness is 177.8mm. The pretreatment process includes removing rust and ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More