

High-efficiency welding method of stainless steel composite board
A welding method and composite plate technology, which is applied to welding equipment, arc welding equipment, workpiece edge parts, etc., can solve the problems of low welding efficiency, achieve the effects of improving welding efficiency, reducing welding passes, and improving welding construction efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0027] In this example, 022Cr17Ni12Mo2 stainless steel is used as composite material, and the stainless steel clad steel plate with low alloy structural steel Q345B as the base material is taken as an example to illustrate the embodiment of the present invention. The thickness of the stainless steel clad layer is 2.5mm, and the thickness of the base layer is 8.0mm. The following steps are used for efficient welding of this stainless steel clad plate.
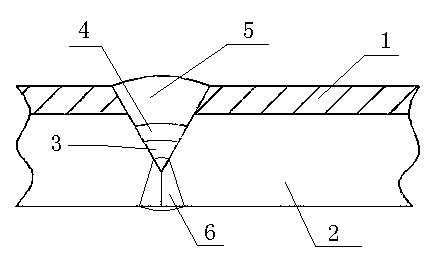
[0028] (a) Process the welding end of the stainless steel clad plate into such figure 1 The Y-shaped groove shown. The groove angle is 60°, and the blunt edge size is 3mm.
[0029] (b) Use an angle grinder to grind the processed groove to remove oil stains and iron oxide scales within 20mm of the groove surface and its vicinity, so as to avoid defects such as pores in the weld during welding. After polishing, follow the figure 1 Groove pairing as shown.
[0030] (c) Use gas shielded welding to weld the base weld and fill the...
Embodiment 2
[0034] In this example, 022Cr17Ni12Mo2 stainless steel is used as composite material, and the stainless steel clad steel plate with low alloy structural steel Q345B as the base material is taken as an example to illustrate the embodiment of the present invention. The thickness of the stainless steel clad layer is 2.5mm, and the thickness of the base layer is 8.0mm. The following steps are used for efficient welding of this stainless steel clad plate.
[0035] (a) Process the welding end of the stainless steel clad plate into such figure 1 For the Y-shaped bevel shown, the bevel angle is 60°, and the blunt edge size is 3mm;
[0036] (b) Use an angle grinder to grind the processed groove to remove oil stains and iron oxide scales within 20mm of the groove surface and its vicinity. After polishing, follow the figure 1 Groove pairing as shown.
[0037] (c) Use gas-shielded welding to weld the base weld, select ER50-6 solid wire with a diameter of 1.2mm, and the shielding gas is...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More