

Large-scale locomotive connecting rod forging technology
A technology of connecting rods and locomotives, which is applied in the field of forging technology, can solve the problems of reduced mechanical properties of connecting rods, low mechanical properties of connecting rods, and high labor intensity of workers, and achieve the goals of reducing procedures, good billet making effect, saving time and cost Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
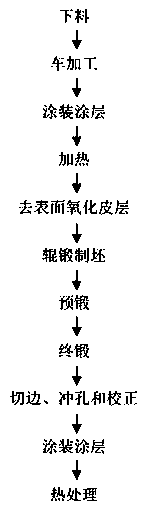
[0048] Based on the above-mentioned technological process, the present embodiment takes the production of a 75kg locomotive connecting rod as an example.
[0049] a. For blanking, choose 42CrMoA round steel with a diameter of 185mm, and cut it with a length of 510±1mm;
[0050] b. Billet turning process, unilaterally turning 1mm on the outer surface of the round steel to remove the decarburization layer and defects generated on the surface during the rolling production just now;
[0051] c. Coating high temperature and oxidation resistant anti-decarburization coating on the surface of the processed blank. Use temperature 800~1400℃, coating thickness 0.5-1mm;
[0052] d. Put the blank coated with anti-decarburization coating into a natural gas furnace and heat it to 1200±10°C, and keep it warm for 2.5-3h;
[0053] e. After the billet heat preservation is completed, the surface oxide layer is removed by a descaling machine;
[0054] f. Carry out roll forging on the billet to ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| reduction of area | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More