

Preparation method of fluxed core welding ring
A welding ring and flux core technology, applied in welding equipment, welding medium, manufacturing tools, etc., can solve the problem of poor deep processing performance of silver solder, increased processing difficulty, affecting the popularization and application of silver solder containing 20~45% silver, etc. problems, to achieve the effect of simplifying the brazing process, good joint performance, and difficult to control the amount of flux added
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
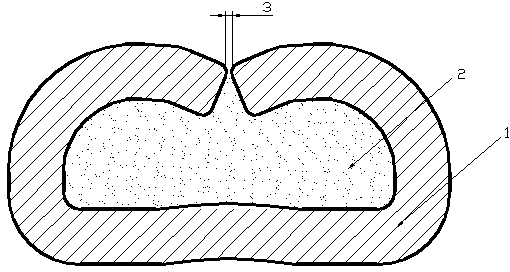
[0013] see figure 1 , the preparation method of the flux-cored welding ring of the embodiment of the present invention: the silver-containing 20-45% silver solder 1 is prepared into a thin strip with a thickness of 0.1-0.5 mm, which is annealed and cleaned to remove surface dirt and oxidation, Then the roll is curled and deformed to form a U-shaped belt with an upward opening. After the powdery silver solder 2 vibrates from the funnel to the conveyor belt, the silver solder 2 is transferred to the U-shaped belt by the conveyor belt (the silver solder 2 is placed on a transparent The funnel, such as a visual glass funnel, can be used to visually check whether there is medicine powder, and the required medicine powder is added regularly and timely), and then rolled and deformed to become a butt-type tubular structure, and then rolled and flattened (with The tubular structure of the silver solder 2 is pressed inward and downward, so that the open end of the U-shaped belt that has...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More