

A claw pole of an automobile generator and its manufacturing process
A technology of automobile generator and manufacturing process, which is applied in the direction of manufacturing tools, manufacturing motor generators, electromechanical devices, etc., can solve the technical requirements that the wall thickness of magnetic bars cannot be uniform, it is difficult to have uniform wall thickness of magnetic bars, and the effect of fixing magnets Poor and other problems, to achieve the effect of good product consistency, uniform wall thickness and consistent size
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
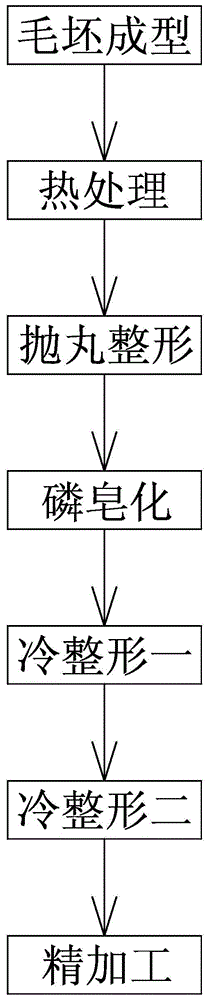
[0054] Such as figure 1 As shown, the manufacturing process of the claw pole of the automobile generator includes the following steps:
[0055] a. Blank forming: use a shearing machine to cut the bar, heat the sheared bar to 1160-1240°C with an intermediate frequency furnace, use a die forging machine to forge the heated bar to form a blank, and use a press to shape the blank flash cut off;
[0056] b. Heat treatment: Use a mesh belt furnace to heat treat the blank, so that the hardness of the blank is 90-160HV5, and the grain size is 6-8;
[0057] c. Shot blasting and shaping: Use a shot blasting machine to remove the scale on the surface of the heat-treated blank, and then use a hydraulic oil press to shape the blank;
[0058] d. Phosphorus saponification: Phosphorus saponification is carried out on the blank after shaping, so that the surface of the blank has a phosphorus saponification layer;
[0059] e. Cold shaping one: put the blank that has been saponified by phosph...
Embodiment 2
[0068] like Figure 11 As shown, the process flow and structure of this embodiment are basically the same as that of Embodiment 1, the difference is that in this embodiment, four drainage grooves 16 and two positioning key grooves are evenly distributed on the circumferential edge of the yoke 10 18. Two positioning key grooves 18 are arranged symmetrically around the bottom plate 5. The positioning key grooves 18 are used to facilitate the positioning of the claw pole 20 during finishing. The drainage groove 16 is connected to the arc groove 15 through the lead-out wire groove 17 or the positioning key groove 18 , and there is no coil anti-rotation protrusion 19 in the structure of this embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More