

Method for preparing composite pipe by expanding secondary pouring dual-metal pipe billets
A technology of bimetallic composite pipe and bimetallic pipe, which is applied in the direction of metal rolling, metal processing equipment, manufacturing tools, etc., to achieve the effects of smooth transition of connection components, simple production process, and reduced production cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
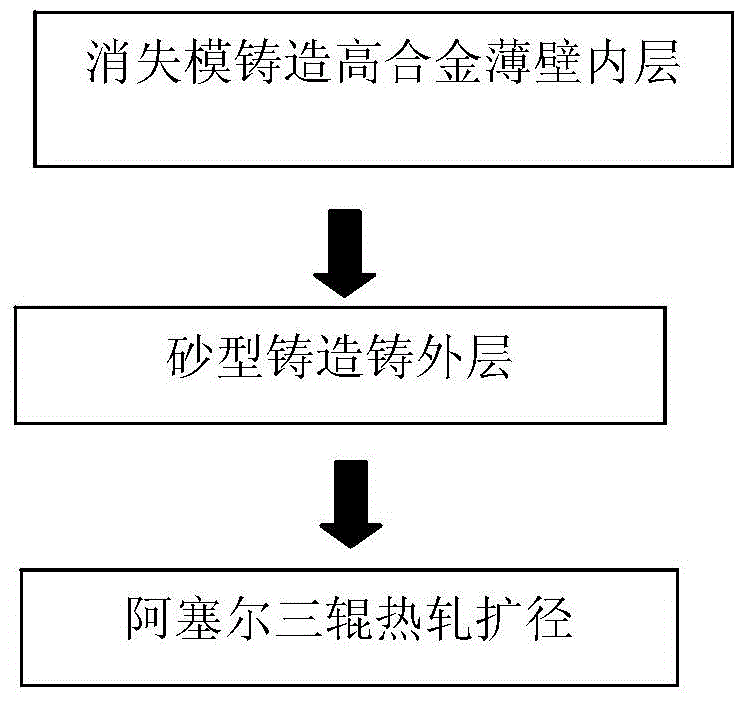
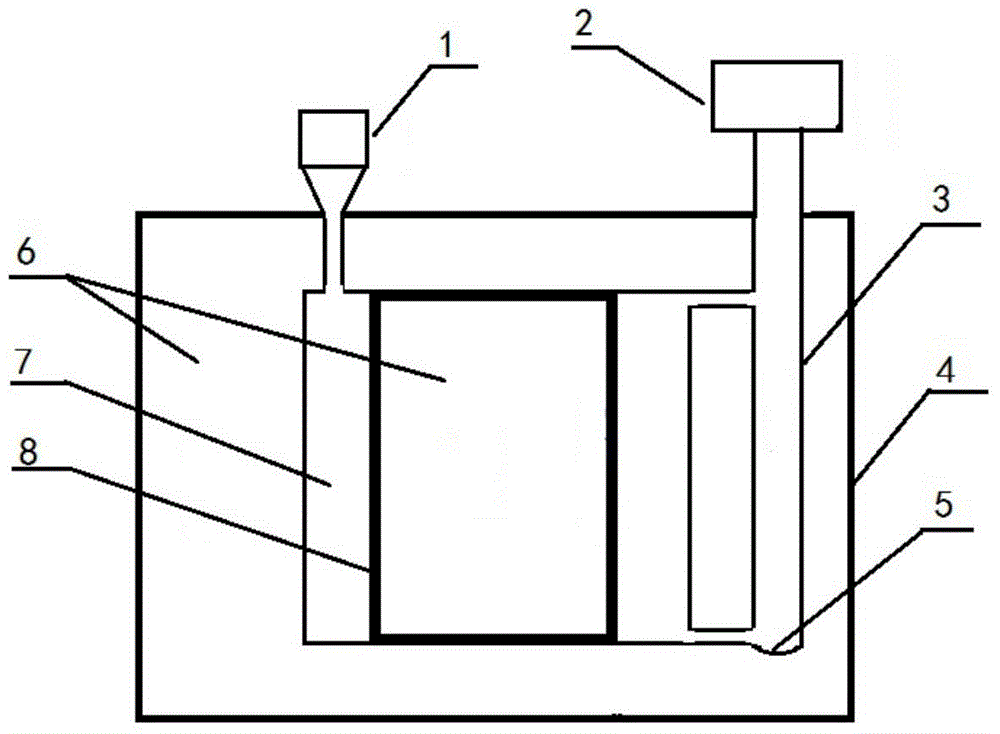
[0024] See attached figure 1 And attached figure 2 , (1) Select EPS beads with a diameter of 0.5mm, and use an intermittent steam pre-generator to prepare a thin-walled model with a density of 0.02-0.025g / cm3 at 150°C. The model size is Φ170×5mm, and the water-based paint is repeatedly coated After drying, silica sand is selected as the raw material to vibrate in the sand box 4, and high-frequency induction furnace is used to smelt high-alloy steel 12Cr. 1600°C, pouring under a negative pressure of 0.05MPa, the pouring speed is controlled at about 6kg / s, at the beginning of slow pouring, after the sprue 3 passes through, a large amount of fast pouring is performed immediately, and then slow down when the cavity 7 is about to be filled Pouring speed, after sand cleaning, a thin-walled high-alloy 12Cr tube blank is obtained, the tube blank diameter is 170mm, and the wall thickness is 5mm;
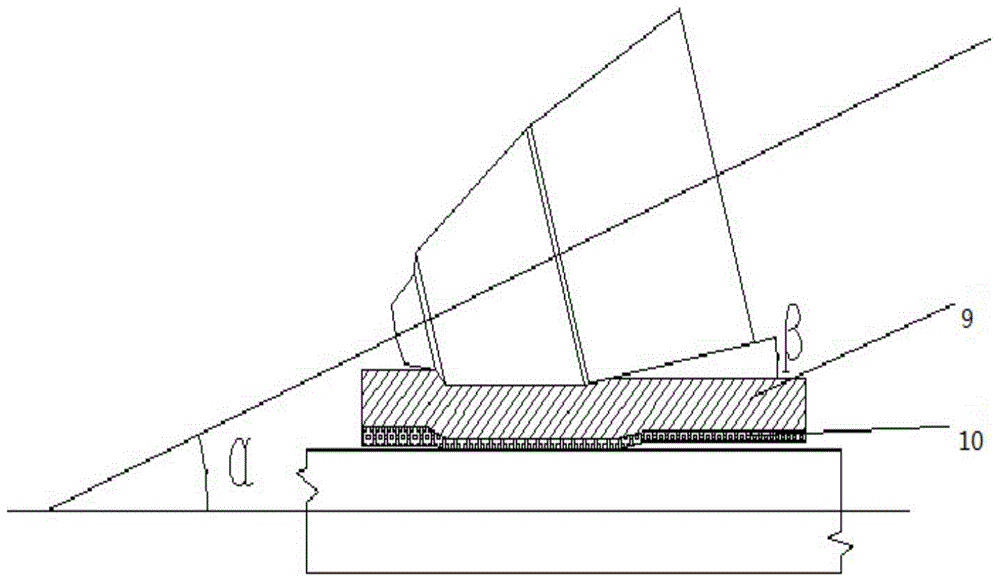
[0025] (2) Take the thin-walled high-alloy 12Cr tube billet as the core 8, adopt the m...
Embodiment 2
[0028] See attached figure 1 And attached figure 2 , (1) Select EPS beads with a diameter of 0.5mm, and use a batch steam pre-generator to prepare a thin-walled model with a density of 0.02-0.025g / cm3 at 150°C. The model size is Φ154×9mm, and the water-based paint is repeatedly coated After drying, silica sand is used as raw material to vibrate in sand, 4, and high-frequency induction furnace is used to smelt high-alloy steel 12Cr. The billet lost foam casting adopts a one-cast-one-shot pouring system, and the pouring temperature is 1600°C, pouring under a negative pressure of 0.05MPa, the pouring speed is controlled at about 6kg / s, at the beginning of slow pouring, after the sprue 3 passes through, a large amount of fast pouring is performed immediately, and then slow down when the cavity 7 is about to be filled Pouring speed, after sand cleaning, a thin-walled high-alloy 12Cr tube blank is obtained, the tube blank diameter is 154mm, and the wall thickness is 9mm;
[0029]...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Diameter | aaaaa | aaaaa |
| Wall thickness | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More