A kind of production method of stainless steel single-sided composite roll
A production method and stainless steel technology, applied in the field of stainless steel single-sided composite coils, can solve the problems of unsatisfactory stainless steel surface smoothness, stainless steel surface quality not meeting requirements, and coil thickness difficult to meet requirements, etc., to achieve economic benefits and Significant social benefits, improved mechanical properties, and low production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0043] The invention discloses a production method of a stainless steel single-sided composite roll, which is carried out according to the following steps:
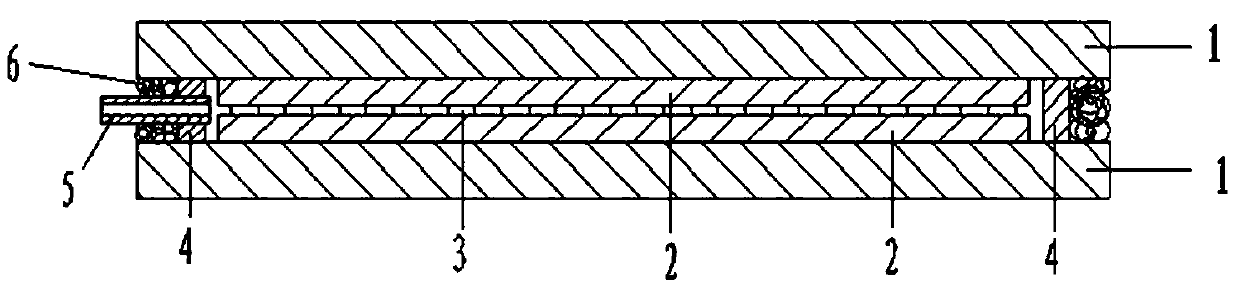
[0044] Step 1: First, make a composite billet, such as figure 1 As shown in the figure, 1—substrate, 2—complex
[0045] Plate, 3—isolating agent, 4—gear bar, 5—vacuumizing tube, 6—welding meat, the specific steps are as follows:
[0046] Step 1-1) Treat the surface of the base plate using carbon steel as material and the double plate using stainless steel as material. The method of treating the surface of the base plate, doubler board and rail is to use a combination of pickling, sandblasting, grinding and shot blasting, or one of these methods to clean the oxide layer on the surface of the raw material; Clean the oxide layer on the surface of the raw material of the substrate and double board, showing a metallic luster;
[0047] Step 1-2) Strip preparation: Cut carbon steel (such as Q235B) with a thickness of 12-20mm ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More