

Hollow forging piece profiling forging method of overlong-asymmetric-pipe-mouth-contained reactor coolant piping
A technology for hollow forgings and main pipes, applied in the field of material forging technology, can solve the problems of small forging of solid forgings, cannot be forged by hollow forging alone, and the grain size is difficult to meet the requirements. The effect of improved performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] The present invention relates to a method for profiling forging a main pipe hollow forging with a super-long asymmetric nozzle, which is realized through the following steps:
[0027] The first step: steel ingots are preferentially selected from electroslag ingots. The first fire: after the steel ingots are peeled and cleaned, they are heated in the furnace to 1180~1220°C and kept for 6~10 hours; round.
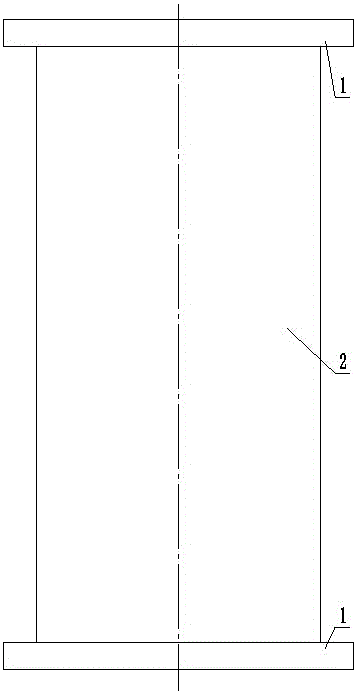
[0028] Such as figure 1 As shown, before upsetting, a high-temperature backing plate 1 is placed on the upper and lower end surfaces of the blank 2 respectively, and the temperature of the high-temperature backing plate 1 is between 1100 and 1220 °C.
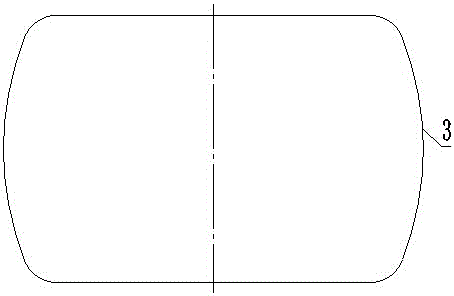
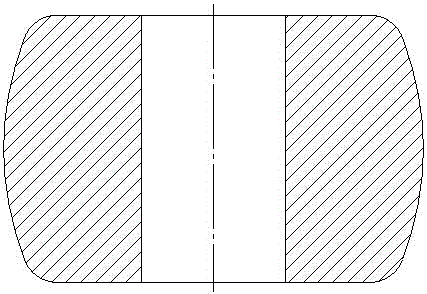
[0029] Such as image 3 As shown, there is still a small amount of bulge 3 at the outer circle after the blank is punched, and the outer circle is regularized through the outer circle rolling process to eliminate the bulge 3 at the outer circle.
[0030] The second step: the second fire: the billet is put into the fur...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More