

Method for welding dissimilar material welded joint of composite plate
A technology of welding joints and welding methods, which is applied in the direction of welding/welding/cutting articles, welding equipment, arc welding equipment, etc., can solve the problems of corrosion resistance reduction, welding cracks on the joint surface of composite plates, etc., and achieve the effect of easy operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0020] The specific implementation cases of the patent of the present invention will be explained in detail with reference to the drawings.
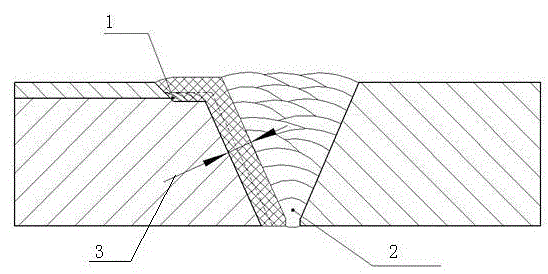
[0021] In this case, the composite plate uses 14Cr1MoR as the base layer with a thickness of 20mm, and uses austenitic stainless steel S32168 as the composite layer with a thickness of 3mm; the austenitic stainless steel material is S32168 with a thickness of 24mm. The following welding measures are adopted for the welding of the stainless steel clad plate:
[0022] 1) Machining the groove and removing the layer of the groove of the composite board, such as figure 1 Shown
[0023] 2) Grind and remove the oil rust on the Cr-Mo material at the groove part to a metallic luster, and clean the composite layer within 100mm around the groove of the composite plate to be welded and remove the oil within 100mm around the groove of the austenitic stainless steel material;
[0024] 3) The bevel of the composite plate is coated with chalk powder for protec...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More