Ultrahigh-strength hot-rolled Q and P steel and production method thereof
A production method and ultra-high-strength technology, applied in the field of automotive steel, can solve the problems of not considering the influence of microalloying, no requirement for delayed fracture, and increased production costs, so as to achieve good anti-delayed fracture characteristics, low production cost, and improved Effect of austenitic carbon content
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1-6
[0019] Embodiments 1-6: The composition ratio and specific production process of the ultra-high-strength hot-rolled Q&P steel are as follows.
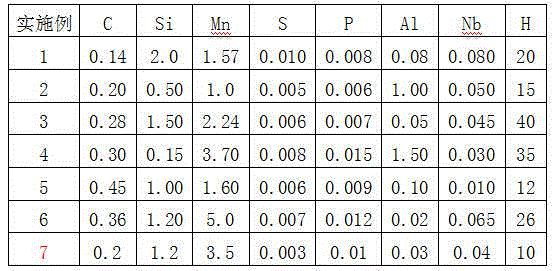
[0020] 1. The chemical composition of the hot-rolled Q&P steel in each embodiment is shown in Table 1. In Table 1, the content unit of H is ppm, and the rest are mass percentages, and the balance is Fe and unavoidable impurities.
[0021] Table 1: The chemical composition content of each embodiment Q&P steel
[0022]
[0023] 2. The production method of the hot-rolled Q&P steel includes smelting, casting and hot-rolling processes. The smelting and casting process is as follows: after the molten steel is smelted, refined and RH degassed in a converter or an electric furnace, it is continuously cast or cast into billets or ingots. The hot rolling process includes heating, rough rolling, finish rolling, laminar cooling (layer cooling) and coiling steps, and the specific processes of each embodiment are shown in Table 2; wherein the la...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com