

Profile Forging Method of Large Cylinder Forging with Inner and Outer Steps
A large cylinder and step technology, applied in the field of forging, can solve the problems of limited production feeding, unfavorable comprehensive performance of forgings, slow feeding of flange section, etc., to achieve improved comprehensive mechanical performance, good internal and external quality, and uniform overall performance Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0033] The present invention will be further described below in conjunction with the accompanying drawings and embodiments.
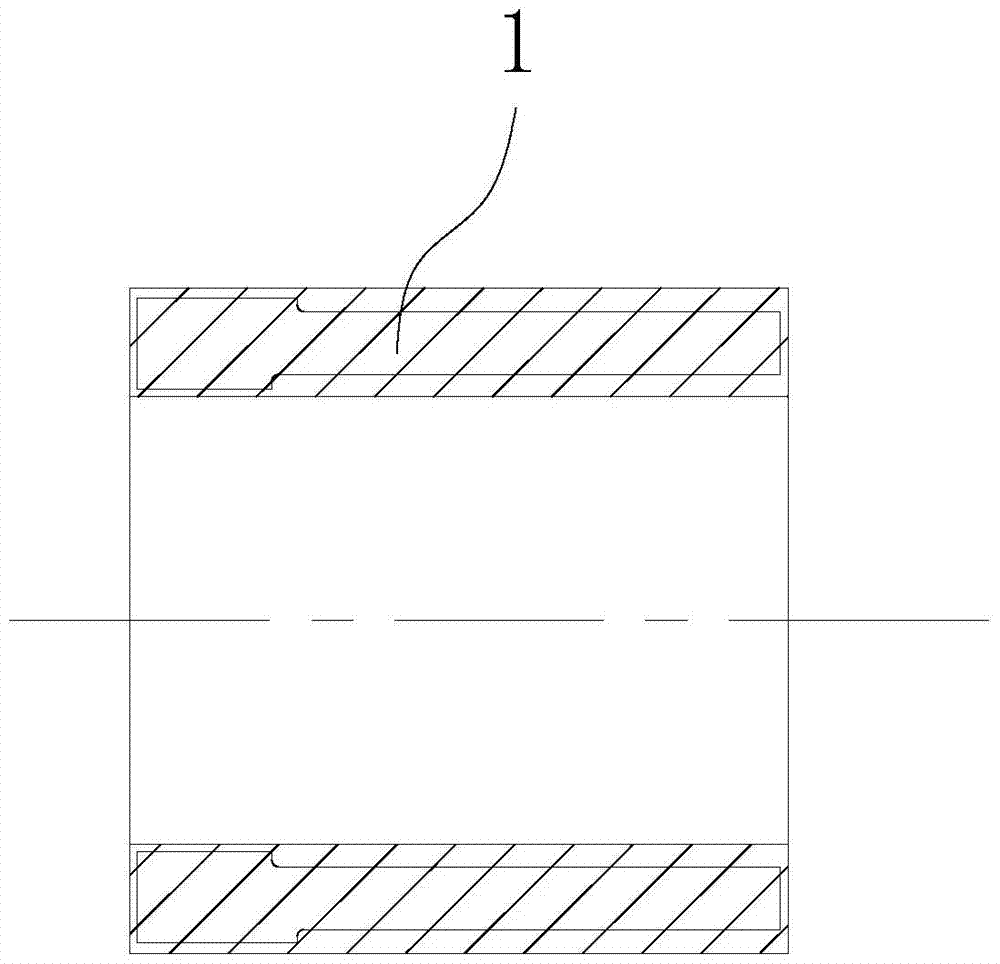
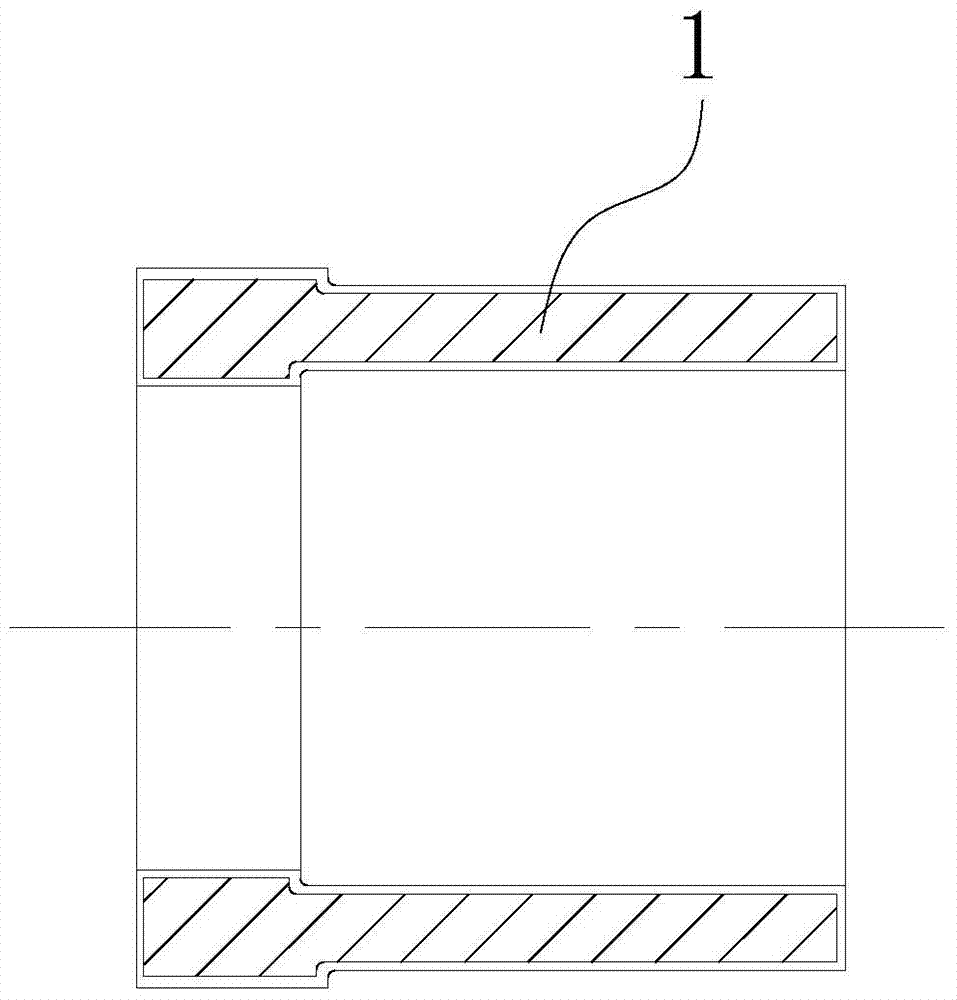
[0034] The profiling forging method of the large cylinder forging with inner and outer steps of the present invention comprises the following steps:
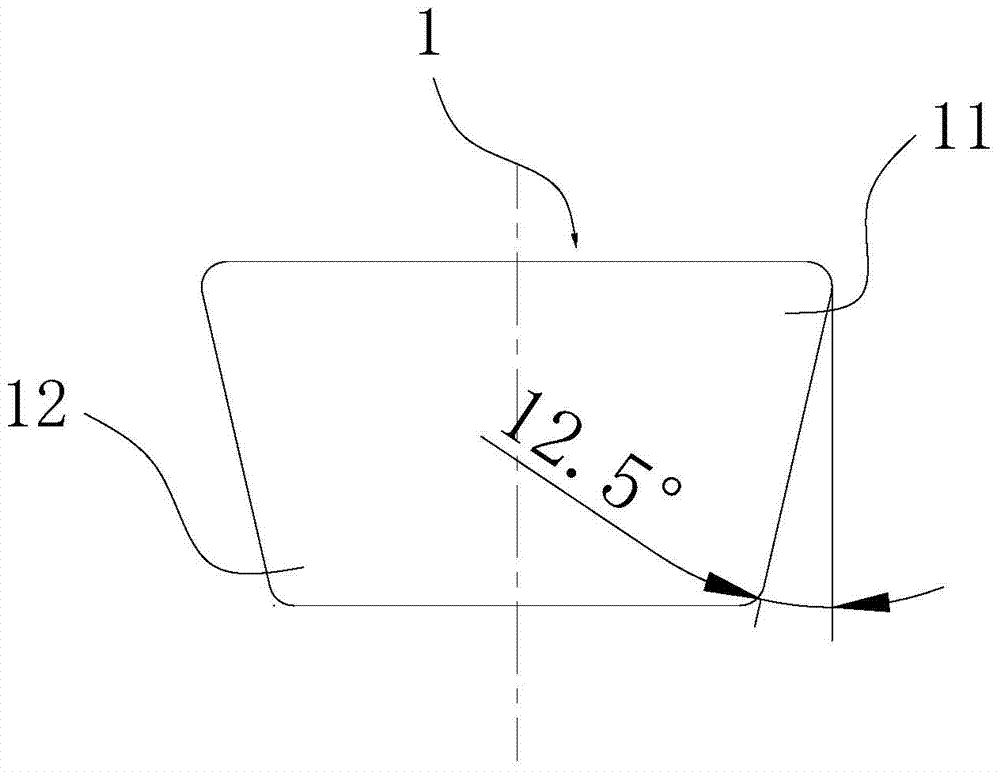
[0035] A. Pressing jaws; B. Rolling and elongating, blanking; C. Upsetting, punching; D. Using ordinary mandrel to pre-expand the hole until the stepped horse bar 2 can penetrate the forging blank 1; E. Using the stepped horse bar 2 Pre-drawing makes the inner hole of the forging billet 1 form a step, and makes the outer contour of the forging billet 1 into a stepped cylinder shape, and at the same time makes the length of the forging billet 1 conform to the processing size; F, adopt step horse bar 2 and step reaming Anvil 3 reaming and forming;
[0036] In step C, the upsetting and punching process of the forging billet 1 is divided into two fires: the first fire is to upset the end face of the flange s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More