

Method for adopting aluminum or aluminum alloy to directly braze aluminum nitride ceramics
A technology of aluminum nitride ceramics and aluminum alloys, applied in the field of ceramic processing, can solve the problems of low bonding strength between Al and Al alloys and AlN ceramics, lower joint quality and performance, and unsatisfactory brazing joint strength, etc., to achieve high brazing The effect of transmittance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] A pure Al coating was plated on the AlN ceramic surface with a thickness of 7 μm. The heating temperature of vacuum brazing was 670° C. and kept for 10 minutes. The joint shear strength obtained after brazing of this coating is 104 MPa. The shear strength of brazed joints is measured by the national standard GB11363-89 "Test Method for Strength of Brazed Joints", the same below.
Embodiment 2
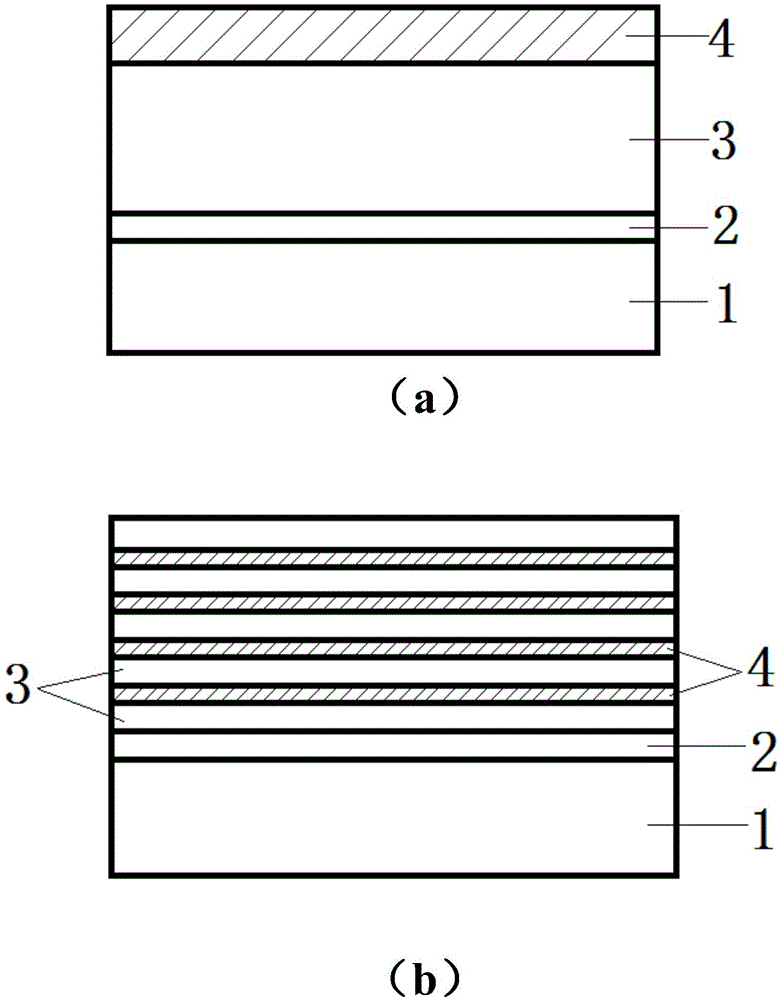
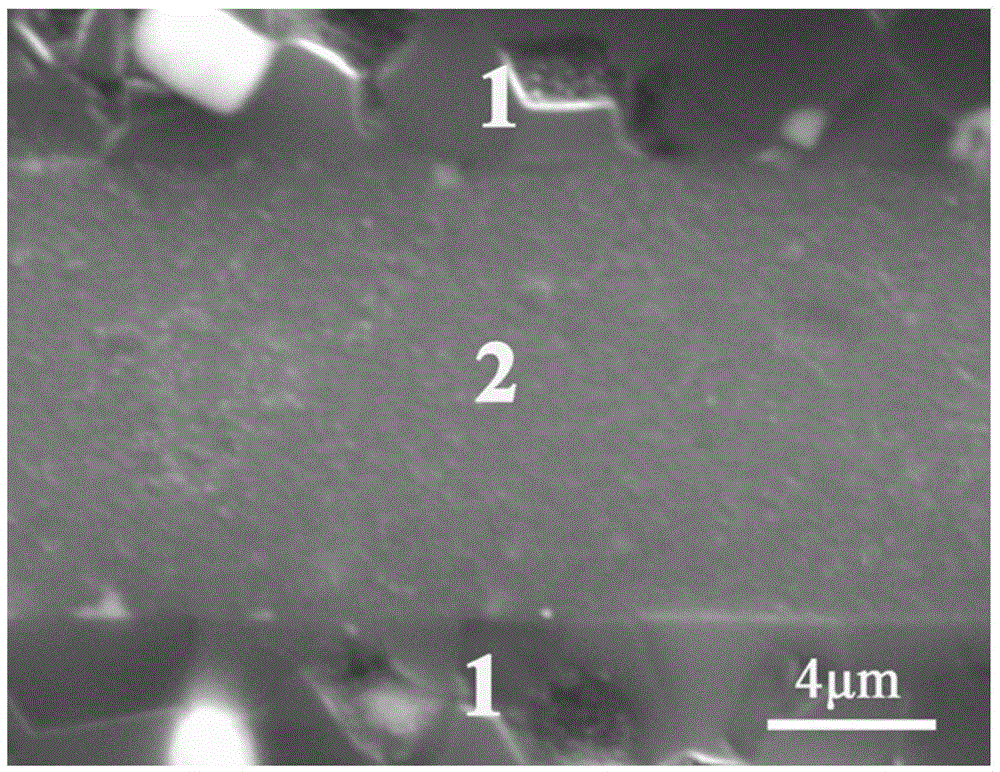
[0040] The Al-Cu coating is plated on the AlN ceramic surface. The structure of the coating is to first plate an Al layer with a thickness of 7 μm, and then plate a Cu layer with a thickness of 200 nm on the surface, so that the double-layer coating can be melted to obtain Al-3.8at.%Cu alloy solder, the heating temperature of vacuum brazing is 670°C and the temperature is kept for 10 minutes. The joint shear strength obtained after brazing is 165MPa.
Embodiment 3
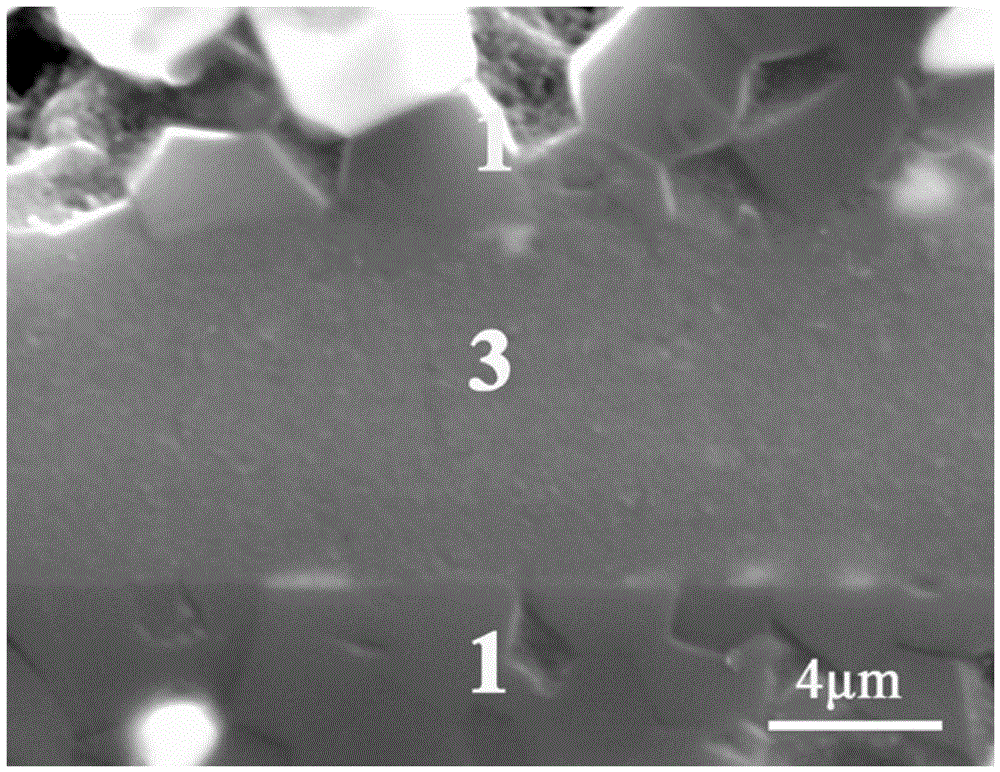
[0042] Al-Cu coating is plated on the AlN ceramic surface. The structure of the coating is to plate a 100nm thick Al bottom layer first, and then plate a Cu layer with a thickness of 500nm, so that the multilayer coating can be melted to obtain Al-9.4at .% Cu alloy brazing filler metal, on the surface of the Cu layer, an Al layer with a thickness of 7 μm is plated, and the heating temperature for vacuum brazing is 670° C. and kept for 10 minutes. The joint shear strength obtained after brazing is 95MPa.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Joint shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More