

Design method for reducing discharging quantity of spider cold forging blank
A design method and three-pin frame technology, applied in design optimization/simulation, calculation, special data processing applications, etc., can solve cumbersome problems, achieve simple preparation process, optimize mechanical properties, and reduce production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
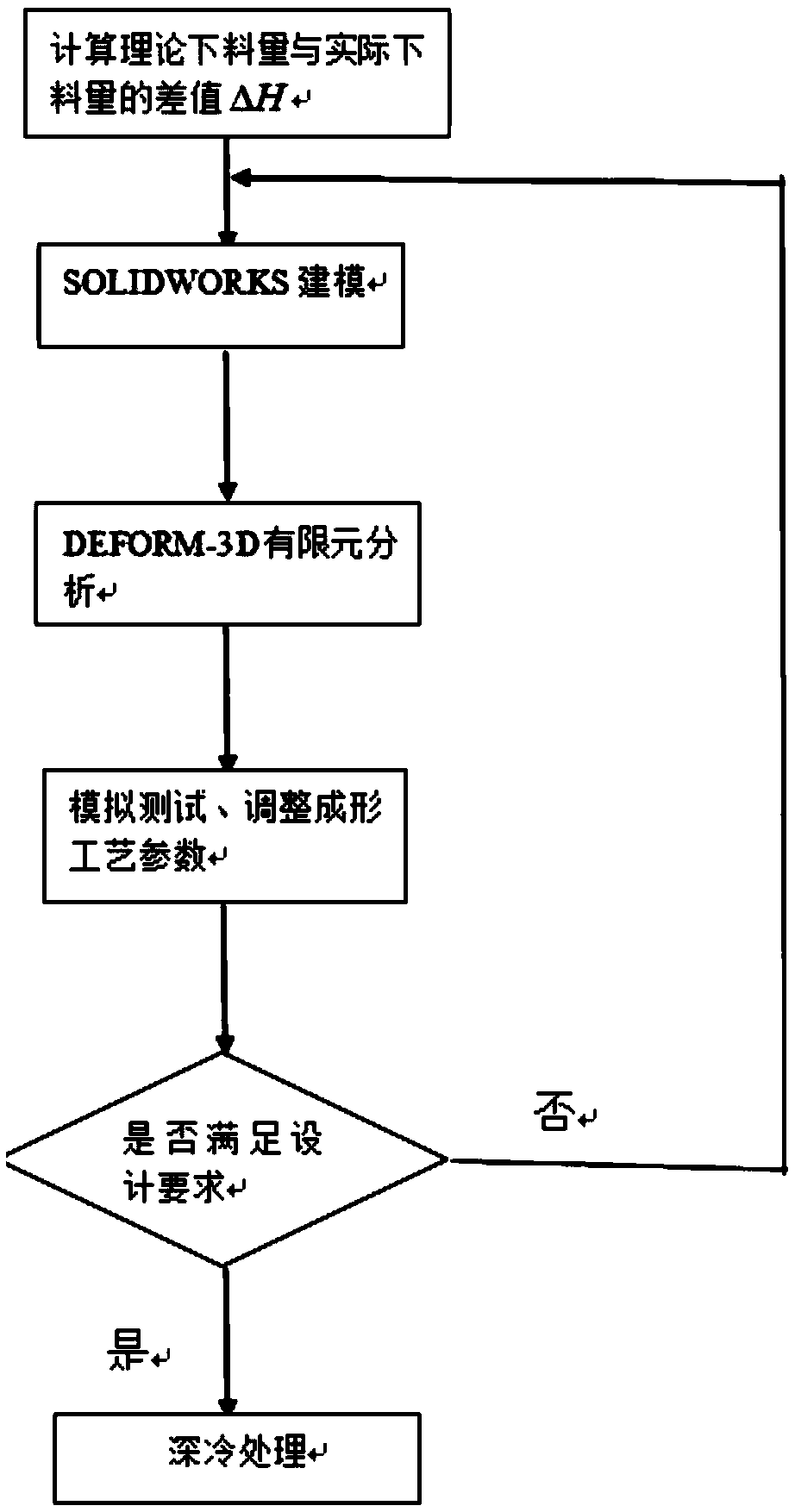
[0025] In this example, a process method for reducing the cutting amount of the three-pin frame cold forging forming blank comprises the following steps:
[0026] Step 1: According to the parts diagram, calculate the difference ΔH between the theoretical cutting amount H1 and the actual cutting amount H2;
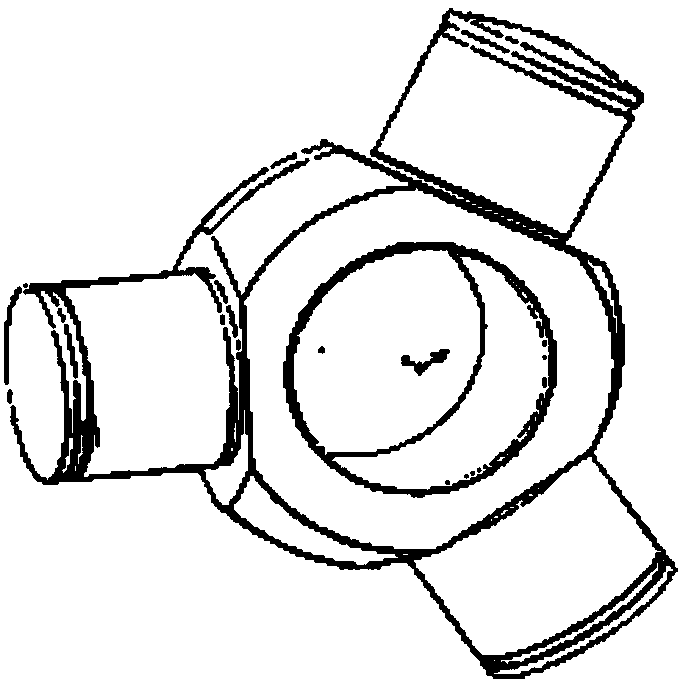
[0027] Step 2: Use the 3D modeling software SOLIDWORKS to establish a 3D model of the part;
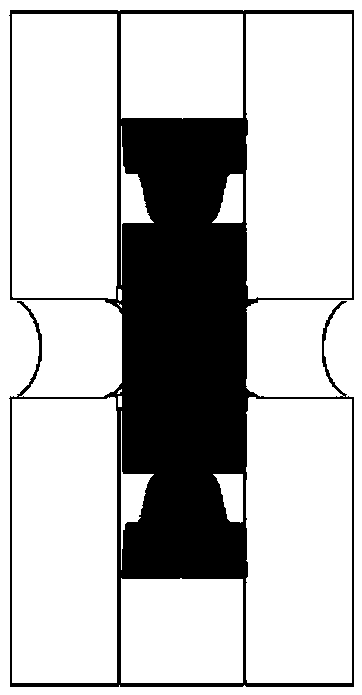
[0028] Step 3: Use DEFORM-3D finite element simulation software to perform finite element simulation on the three-pin frame forming process, so that H2 gradually decreases ΔH 1 , ΔH 2 , ΔH 3 ... until close to H1;
[0029] Step 4: Perform equivalent stress, equivalent strain, and load-displacement curve analysis on the finite element model with the final blank size H1, and change the mold process parameters to make the formed parts meet the production requirements;
[0030] Produce and process the simulated and optimized parts, and verify that the optimized size not only meets ...
Embodiment 2
[0032] The simulated and optimized parts are produced and processed, and the processed parts are subjected to cryogenic treatment, immersed in liquid nitrogen for 40 minutes, and then tested for their microhardness, yield strength, tensile strength, and elongation.
[0033] Comparing the microhardness, yield strength, tensile strength and elongation of the tripod parts obtained in Example 2 and Example 1, it is found that the mechanical properties of the 20Cr tripod parts after cryogenic treatment have been significantly improved.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More