

Deformation rectifying method for plate carburizing and quenching gears and special tool for deformation rectifying method
A carburizing and quenching, gear technology, applied in the direction of quenching agent, furnace type, manufacturing tools, etc., can solve the problems of negligible compensation, difficulty in suppressing deformation, and inability to establish a temperature field, so as to reduce the scrap rate and inhibit the re-quenching. The effect of swelling and cooling speed reduction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
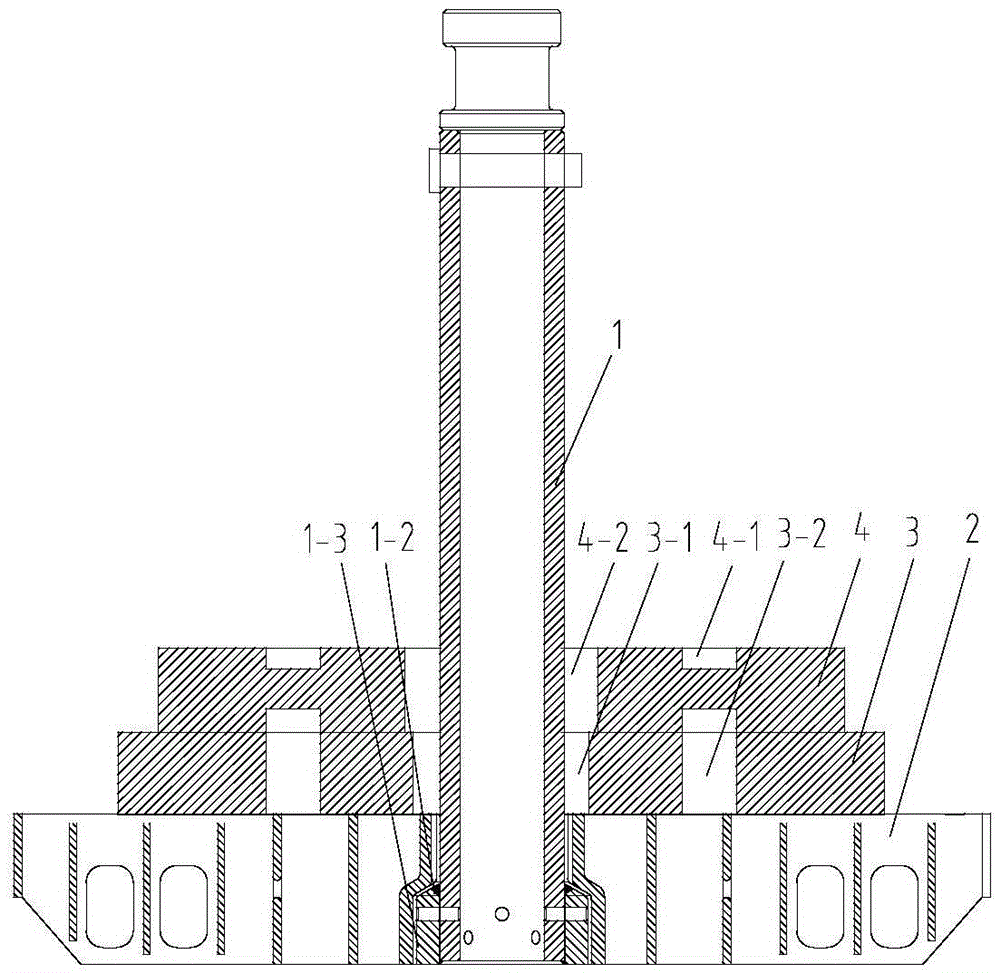
[0031] The disc carburizing and quenching gear to be corrected in this embodiment is cylindrical gear 4, and the specific parameters are as follows: modulus 9, number of teeth 106, tooth profile angle 20°, addendum height coefficient 1.125, total tooth height 23.6, radial displacement coefficient -0.4085, helix angle 4°, helix direction left, number of teeth across 12, average length of common normal line 316.48, gear pair center distance 555, its structure see figure 1 , the two end surfaces respectively have weight-reducing ring grooves 4-1, and the center has a shaft hole 4-2. The special tooling used includes a grid-shaped chassis 2 with a vertical central boom 1 and a tray 3 placed on the chassis. The bottom of the boom 1 has an enlarged diameter section 1-3 passing through a transition cone 1-2. The specific structure of chassis 2 is as Figure 4 and Figure 5 As shown, the center of the bottom of the disc body 2-1 has a positioning hole matching the suspender transiti...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More