

Cable extrusion technology
An extrusion process and cable technology, applied in the direction of cable/conductor manufacturing, conductor/cable insulation, circuit, etc., can solve problems such as electricity accidents, partial discharge failures, safety accidents, etc., to improve quality and safety, reduce Effect of heat shrinkage and improvement of physical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] The diameter of the screw in the extruder is 45mm, and according to the temperature settings of each part of the extruder, the following three embodiments are enumerated:
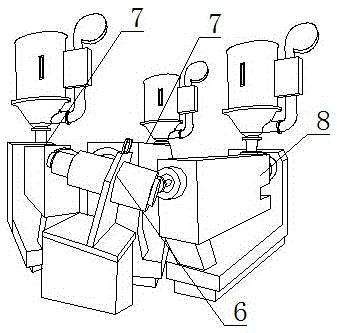
[0040] (1) Heating the two polyethylene (PVC) sheaths of the extruder. The temperature of the body 1 of the extruder 8 is 150°C, the temperature of the body 2 2 is 150°C, and the temperature of the neck 5 is 150°C. , the temperature of head 6 is 160°C; the temperature of fuselage one 1 of cross-linked polyethylene (XLPE) insulating extruder 7 is 150°C, the temperature of fuselage two 2 is 160°C, and the temperature of machine neck 5 is 180°C ℃, the temperature of the machine head 6 is 160 ℃, the elongation of the produced cable under load is 60%, the elongation after cooling is 0, the heat shrinkage is 2.6%, the tensile strength is 8.4MPa, and the fracture The elongation is 420%.
[0041] (2) Heating the two polyethylene (PVC) sheaths of the extruder. The temperature of the body 1 of the extruder 8 ...
Embodiment 2
[0044] The diameter of the screw in the extruder is 65mm, and according to the temperature settings of each part of the extruder, the following three embodiments are enumerated:
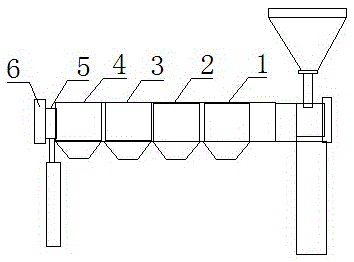
[0045] (1) Heating the two polyethylene (PVC) sheaths of the extruder. The temperature of the body 1 of the extruder 8 is 150°C, the temperature of the body 2 2 is 150°C, and the temperature of the body 3 3 is 150°C. ℃, the temperature of machine neck 5 is 150 ℃, the temperature of machine head 6 is 160 ℃, and the temperature of die sleeve mouth is 160 ℃; ℃, the temperature of fuselage 2 2 is 160°C, the temperature of fuselage 3 3 is 170°C, the temperature of machine neck 5 is 180°C, the temperature of machine head 6 is 190°C, and the temperature of mold sleeve mouth is 210°C. The elongation of the cable under load is 60%, the elongation after cooling is 0, the heat shrinkage is 3%, the tensile strength is 8.5MPa, and the elongation at break is 420%.
[0046] (2) Heating the two polyethylene (PVC) s...
Embodiment 3
[0049] The diameter of the screw in the extruder is 90mm. According to the temperature settings of each part of the extruder, the following three embodiments are enumerated:
[0050] (1) The temperature of the two polyethylene (PVC) sheathed extruders of the extruder extruder 8 is 140°C for body one 1, the temperature for body two 2 is 140°C, and the temperature for body three 3 is 140°C ℃, the temperature of fuselage 4 4 is 140 ℃, the temperature of machine neck 5 is 150 ℃, the temperature of machine head 6 is 160 ℃, and the temperature of die sleeve mouth is 160 ℃; cross-linked polyethylene (XLPE) insulation extruder The temperature of fuselage one 1 of 7 is 150°C, the temperature of fuselage two 2 is 160°C, the temperature of fuselage three 3 is 170°C, the temperature of fuselage four 4 is 180°C, and the temperature of machine neck 5 is 180°C , the temperature of the head 6 is 190°C, the temperature of the mold sleeve mouth is 210°C, the elongation of the produced cable i...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More