

Carbide tool grinding process
A tool grinding and cemented carbide technology, which is applied in the grinding field, can solve problems such as difficult implementation and increased workload, and achieve the effects of improving grinding quality, reducing loss, and reducing the cost of semi-finishing grinding
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
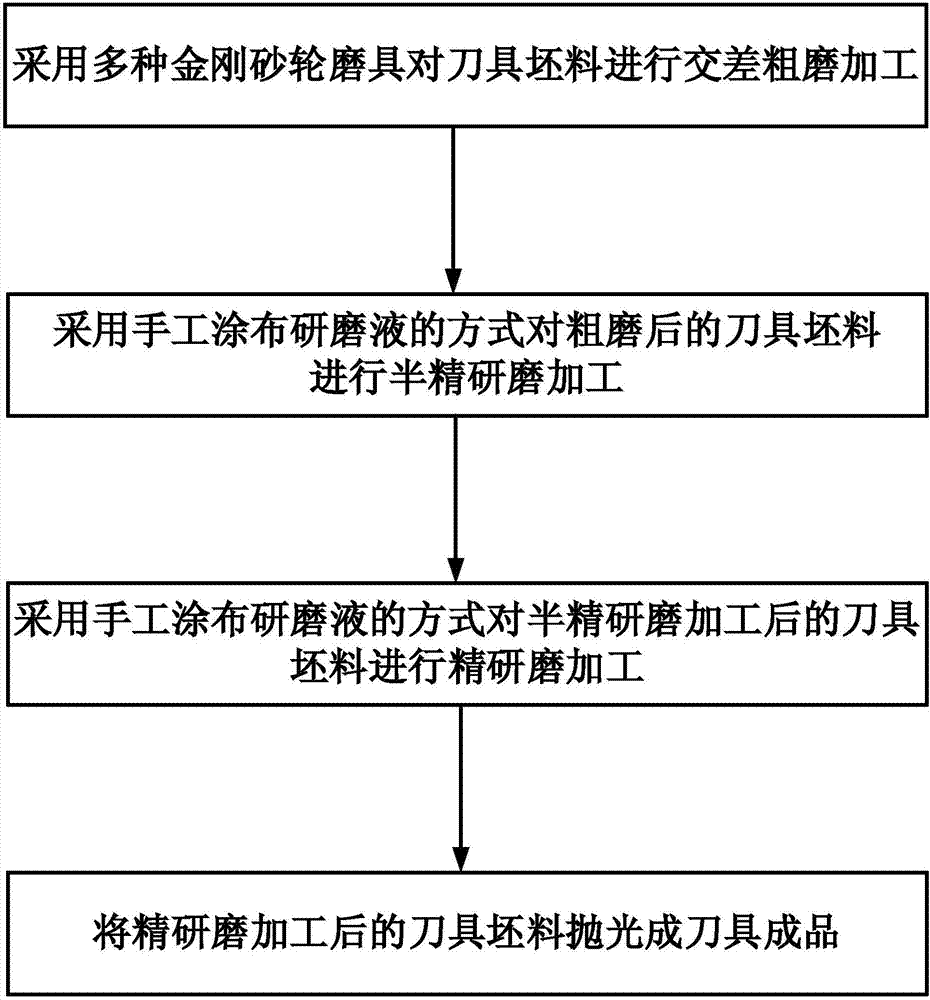
Method used
Image

Examples
Embodiment 1
[0052] First, use a surface grinder with an abrasive particle size of 1600 μm for large surface grinding. When large surface grinding, base surface calibration is performed while grinding, and the flatness and parallelism of the tool blank after large surface grinding are controlled at 0.05 Within mm, the reserved processing allowance is 0.20mm; then use the round table grinder with an abrasive grain size of 190μm for the first overall calibration surface grinding, and the flatness of the tool blank after the first overall calibration surface grinding , The parallelism is controlled within 0.02mm, and the reserved machining allowance is 0.2mm; then the tool grinder with a grain size of 120 μm is used for semi-finish large surface grinding, and the plane surface of the tool blank after semi-finish large surface grinding The degree and parallelism are controlled within 0.012mm, and the reserved processing allowance is 0.1mm; then the second overall calibration surface is ground w...
Embodiment 2
[0057] First, use a surface grinder with an abrasive particle size of 600 μm for large surface grinding. When large surface grinding, base surface calibration is performed while grinding, and the flatness and parallelism of the tool blank after large surface grinding are controlled at 0.04 Within mm, the reserved processing allowance is 0.18mm; then use the round table grinder with an abrasive grain size of 150μm to perform the first overall calibration surface grinding, and the flatness of the tool blank after the first overall calibration surface grinding , The parallelism is controlled within 0.02mm, and the reserved machining allowance is 0.13mm; then the tool grinder with a grain size of 100μm is used for semi-finish large surface grinding, and the flatness of the tool blank after semi-finish large surface grinding , The parallelism is controlled within 0.011mm, and the reserved processing allowance is 0.08mm; then the second overall calibration surface is ground with a ci...
Embodiment 3
[0062] First, use a surface grinder with an abrasive particle size of 200 μm for large surface grinding. When large surface grinding, base surface calibration is performed while grinding, and the flatness and parallelism of the tool blank after large surface grinding are controlled at 0.03 Within mm, the reserved processing allowance is 0.15mm; then use the round table grinder with an abrasive particle size of 130μm to perform the first overall calibration surface grinding, and the flatness of the tool blank after the first overall calibration surface grinding , The parallelism is controlled within 0.02mm, and the reserved machining allowance is 0.1mm; then the tool grinder with an abrasive grain size of 80 μm is used for semi-finish large surface grinding, and the plane of the tool blank after semi-finish large surface grinding The degree and parallelism are controlled within 0.01mm, and the reserved processing allowance is 0.05mm; then the second overall calibration surface i...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More