

Directional solidification method capable of reducing freckles in castings with cross-sectional variations
A technology of directional solidification and cross-section change, which is applied in the direction of self-solidification, chemical instruments and methods, crystal growth, etc., can solve the problems of low cooling rate and solidification rate, such as freckles, and achieve improved cooling rate and solidification rate, less consumption, and materials The effect of a wide range of sources
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0035] This embodiment is a directional solidification method capable of reducing freckles in castings with varying cross-sections.
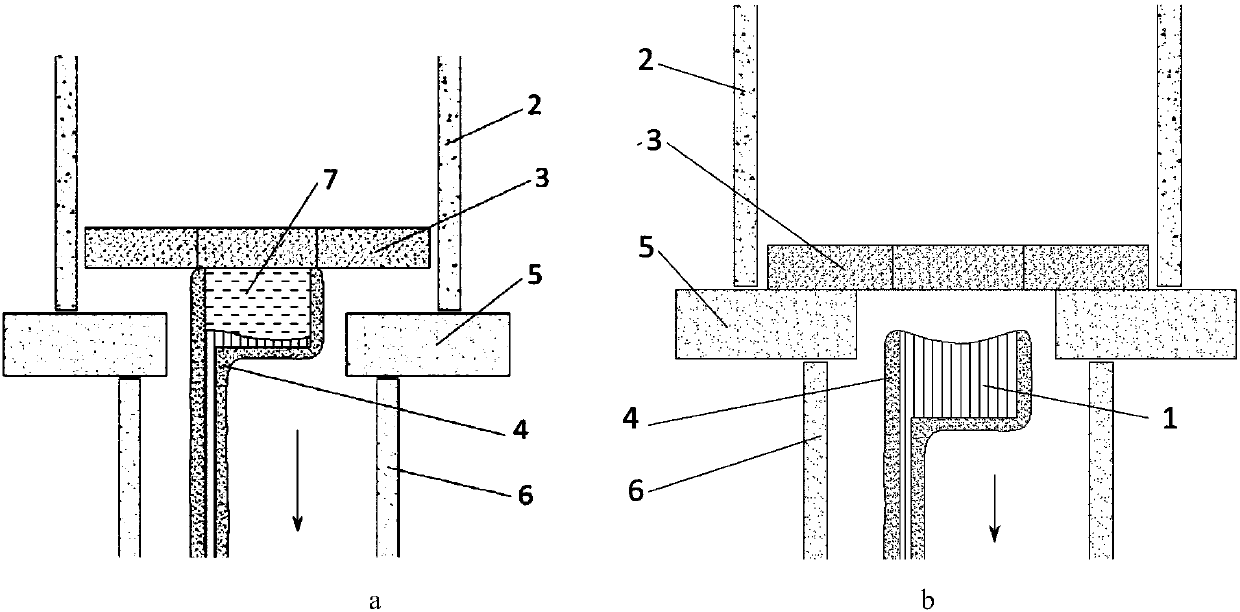
[0036] Apply this embodiment to the directional solidification of a casting 1 simulating the section change of the hollow blade, such as figure 1 As shown; the size of the small section of the casting with the section change is 4mm×20mm×100mm, the size of the large section of the casting is 40mm×20mm×25mm, and the material is nickel-based superalloy. Specific steps are as follows:
[0037] Step 1, start to determine the cooling rate and solidification rate distribution of the casting with cross-section change during the directional solidification process.
[0038] The cooling rate and solidification rate distribution of the cross-sectional casting in the process of directional solidification are obtained by simulation calculation. Use ProCAST software to numerically simulate the directional solidification process of casting 1 according to conve...
Embodiment 2
[0053] Apply the present invention to the directional solidification of a casting 1 simulating the section change of the hollow blade, such as figure 1 As shown; the size of the small section of the casting with the section change is 4mm×20mm×100mm, the size of the large section of the casting is 40mm×20mm×50mm, and the material is a nickel-based superalloy; the specific steps are as follows:
[0054] Step 1, start to determine the cooling rate and solidification rate distribution of the casting with cross-section change during the directional solidification process.
[0055] The cooling rate and solidification rate distribution of the cross-sectional casting in the process of directional solidification are obtained by simulation calculation. Use ProCAST software to numerically simulate the directional solidification process of casting 1 according to conventional methods, and perform post-processing to obtain the cooling rate and solidification rate distribution on the castin...
Embodiment 3
[0070] Apply the present invention to the directional solidification of a casting 1 simulating the section change of the hollow blade, such as figure 1 As shown; the size of the small section of the casting with the section change is 4mm × 20mm × 100mm, the size of the large section of the casting is 40mm × 20mm × 50mm, and the material is a nickel-based superalloy; the specific steps are as follows:
[0071] Step 1, start to determine the cooling rate and solidification rate distribution of the casting with cross-section change during the directional solidification process.
[0072] The cooling rate and solidification rate distribution of the cross-sectional casting in the process of directional solidification are obtained by simulation calculation. Use ProCAST software to numerically simulate the directional solidification process of casting 1 according to conventional methods, and perform post-processing to obtain the cooling rate and solidification rate distribution on th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More