

Flat-overhead position hybrid welding technique and device for aluminum alloy spiral pipe
A composite welding and spiral tube technology, applied in welding equipment, electrode support devices, metal processing equipment, etc., can solve the problems that submerged arc automatic welding is not suitable for aluminum alloy spiral tube welding, and the production efficiency is low, so as to improve the efficiency of automatic welding , The metal condenses quickly and reduces the effect of deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0022] 1. Description of device structure:
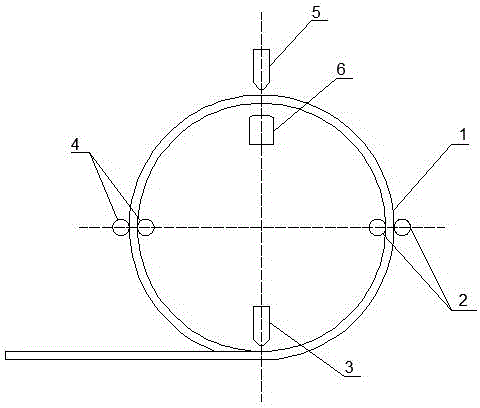
[0023] Such as figure 1 , 2 , 3, a spiral tube blank rolling device 1, two pairs of rotating rollers 2, 4, a first TIG welding torch 3, a second TIG welding torch 5 and a plasma welding torch 6 are arranged on the frame.
[0024] Each welding torch is a robot automatic welding torch, and the first TIG welding torch 3 is arranged at the six o'clock position of the frame, which is flat welding and is used to fix the threaded pipe blank at intervals and fixed lengths.
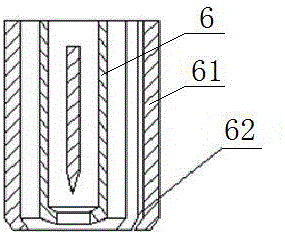
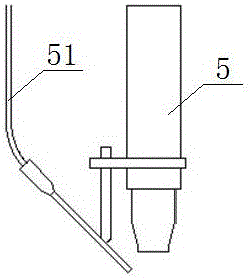
[0025] The second TIG welding torch 5 is arranged opposite to the plasma welding torch 6, the second TIG welding torch 5 is arranged on the outside of the spiral tube blank coil, and the plasma welding torch 6 is arranged on the inside of the spiral tube blank coil. The second TIG welding torch 5 and the plasma welding torch 6 are all arranged at the twelve o'clock position of the frame, the second TIG5 welding torch is for flat welding, and the plasma welding torch 6...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More