Welding technology for mineral insulated cable
A technology of mineral insulated cables and welding processes, applied in welding/welding connections, circuits, connections, etc., can solve the problems of damp cables, unreliable connections, and high costs, and achieve the effects of easy installation and construction, good reliability and low cost.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0020] The invention provides a mineral insulated cable welding process, including the cold extrusion welding process of welding the conductors of the first mineral insulated cable and the second mineral insulated cable together and welding the first mineral insulated cable and the second mineral insulated cable The sheaths are welded together by a brazing process.
[0021] The cold extrusion welding process includes the following process steps:
[0022] 1). Strip off the sheath of one end of the first mineral insulated cable to expose a 6-10cm conductor, and then strip off the sheath of one end of the second mineral insulated cable to expose a 6-10cm conductor, the first mineral insulated cable The length of the stripped exposed conductor of the cable and the length of the stripped exposed conductor of the second mineral insulated cable can be determined according to specific conditions;
[0023] 2). Connect the conductor of the first mineral insulated cable with the sheath ...
Embodiment 2
[0031] In this embodiment, the brazing process includes the following process steps:
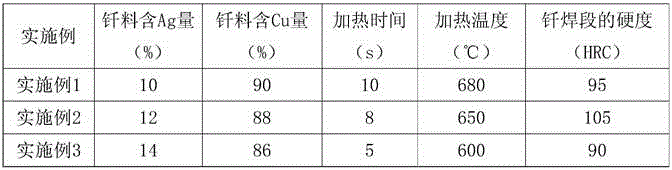
[0032] 1). Filling the brazing filler metal of Ag12% and Cu88% in composition and mass percentage in the welding seam of the first mineral insulated cable and the sheath of the second mineral insulated cable;
[0033] 2). Set the heating coil on the outside of the solder and turn on the power, so that the heating coil will heat the solder to the brazing temperature of 650°C within 8s;
[0034] 3). Disconnect the power supply of the heating coil, cool down to room temperature naturally, and finally remove the heating coil, the brazing process is completed, the hardness of the brazing section is 105HRC, and the rest of the process steps are the same as in Example 1.
Embodiment 3
[0036] In this embodiment, the brazing process includes the following process steps:
[0037] 1). Filling the brazing material with composition and mass percentage ratio of Ag14% and Cu86% in the welding seam of the first mineral insulated cable and the sheath of the second mineral insulated cable;
[0038] 2). Set the heating coil on the outside of the solder and turn on the power, so that the heating coil will heat the solder to the brazing temperature of 600°C within 5s;
[0039] 3). Disconnect the power supply of the heating coil, cool down to room temperature naturally, and finally remove the heating coil, the brazing process is completed, the hardness of the brazing section is 90HRC, and the rest of the process steps are the same as in Example 1.
[0040] Table 1 is the hardness result of the brazing section after completing the brazing process;
[0041]
[0042] However, in the prior art, special connectors are often used to connect the connection ends of two minera...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Hardness | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com