

Double-sided forming welding process of FGB process one-sided submerged arc welding
A single-sided welding double-sided, welding process technology, applied in welding medium, welding equipment, welding equipment and other directions, can solve the problems of welding quality relying on welders, difficult to guarantee welding quality, low efficiency, etc., to save labor costs and improve welding Efficiency, easy on-site operation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
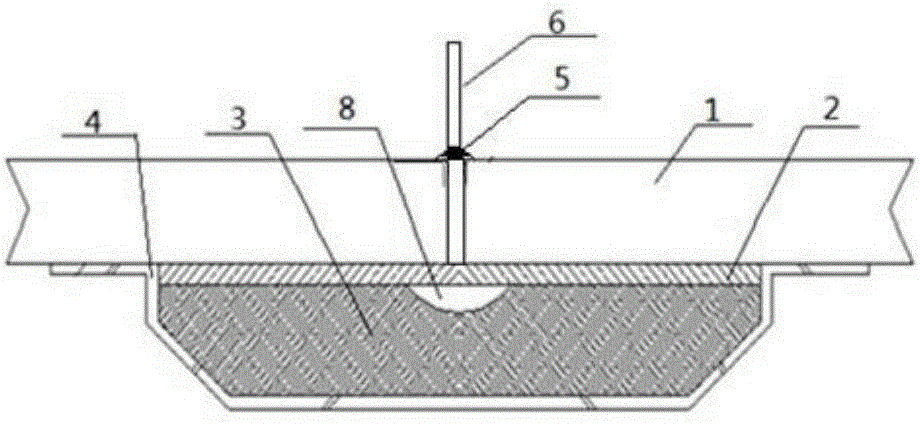
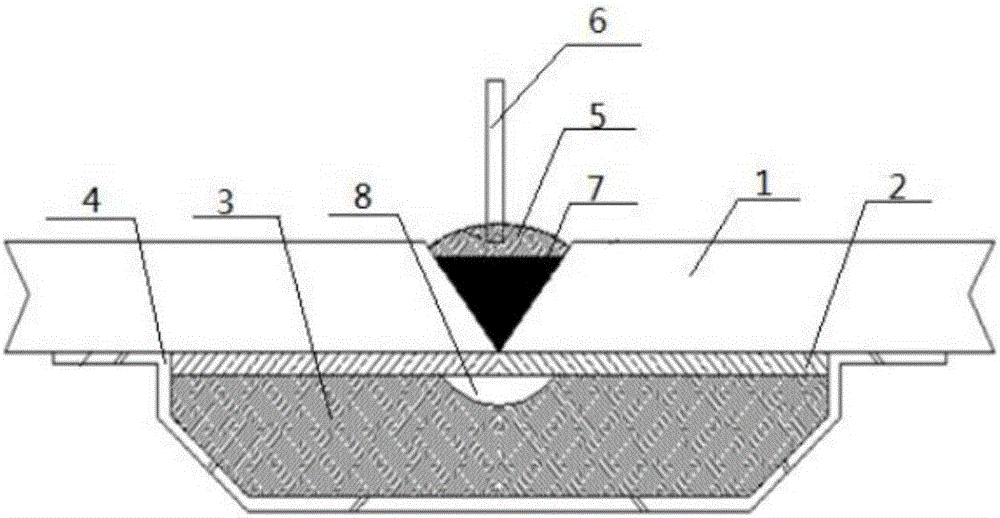
[0026] Such as figure 1 As shown, the present invention provides a kind of FGB submerged arc single-sided welding double-sided forming welding process, comprising the following steps:
[0027] S1. Use a grinder to grind two steel plates with a thickness of 6mm to be welded to give a metallic luster to the groove and the parts with a width of 20mm on both sides of the groove. Wipe the polished place with absorbent paper or a dry rag to remove moisture or dust. Layer, etc., butt the two polished steel plates 1 to form an I-shaped groove with a gap of 0 mm, and control the staggered side and hypotenuse of the two steel plates 1 to be 0 mm;
[0028] S2. On the bottom surface of the groove, paste a glass fiber cloth 2 with a width of 50 mm and a thickness of 0.8 mm centering on the center line of the groove, and repeatedly scrape and press the ceramic liner block 3 along the direction parallel to the groove, so that The glass fiber cloth 2 is closely attached to the bottom surface...
Embodiment 2
[0031] Such as figure 1 As shown, the present invention provides a kind of FGB submerged arc single-sided welding double-sided forming welding process, comprising the following steps:
[0032] S1. Use a grinder to polish two pieces of steel plates to be welded with a thickness of 6mm to give a metallic luster to the groove and the parts within the width of 15-30mm on both sides of the groove. Wipe the polished place with absorbent paper or a dry rag to remove Moisture or ash layer, etc., butt the two polished steel plates 1 to form an I-shaped groove with a gap of 1 mm, and detect the misalignment and hypotenuse of the two steel plates 1 to be welded to be 2 mm;
[0033] S2. On the bottom surface of the groove, paste a glass fiber cloth 2 with a width of 50 mm and a thickness of 1.5 mm centering on the center line of the groove, and repeatedly scrape and press the ceramic liner block 3 along the direction parallel to the groove, so that The glass fiber cloth 2 is closely atta...
Embodiment 3
[0036] Such as figure 1 As shown, the present invention provides a kind of FGB submerged arc single-sided welding double-sided forming welding process, comprising the following steps:
[0037] S1. Use a grinder to grind the two steel plates to be welded with a thickness of 12mm to give a metallic luster to the groove and the parts within the width of 15-30mm on both sides of the groove, and wipe the polished place with absorbent paper or dry rag to remove Moisture or dust layer, etc., butt the two steel plates to be welded 1 after grinding to form an I-shaped groove with a gap of 0mm, and control the staggered side and hypotenuse of the two steel plates to be welded 1 to be 0mm;
[0038] S2. On the bottom surface of the groove, paste a glass fiber cloth 2 with a width of 50 mm and a thickness of 1.0 mm centering on the center line of the groove, and repeatedly scrape and press the ceramic liner block 3 along the direction parallel to the groove, so that The glass fiber cloth ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| width | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More