

A laser metal additive manufacturing method with automatic cooperative controllable light spot and powder spot
A metal additive and manufacturing method technology, which is applied in the field of laser metal additive manufacturing devices, can solve problems such as the inability to guarantee the forming quality of variable melting width forming, and achieve the effect of taking into account efficiency and precision, improving cladding accuracy, and improving forming efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
example 1
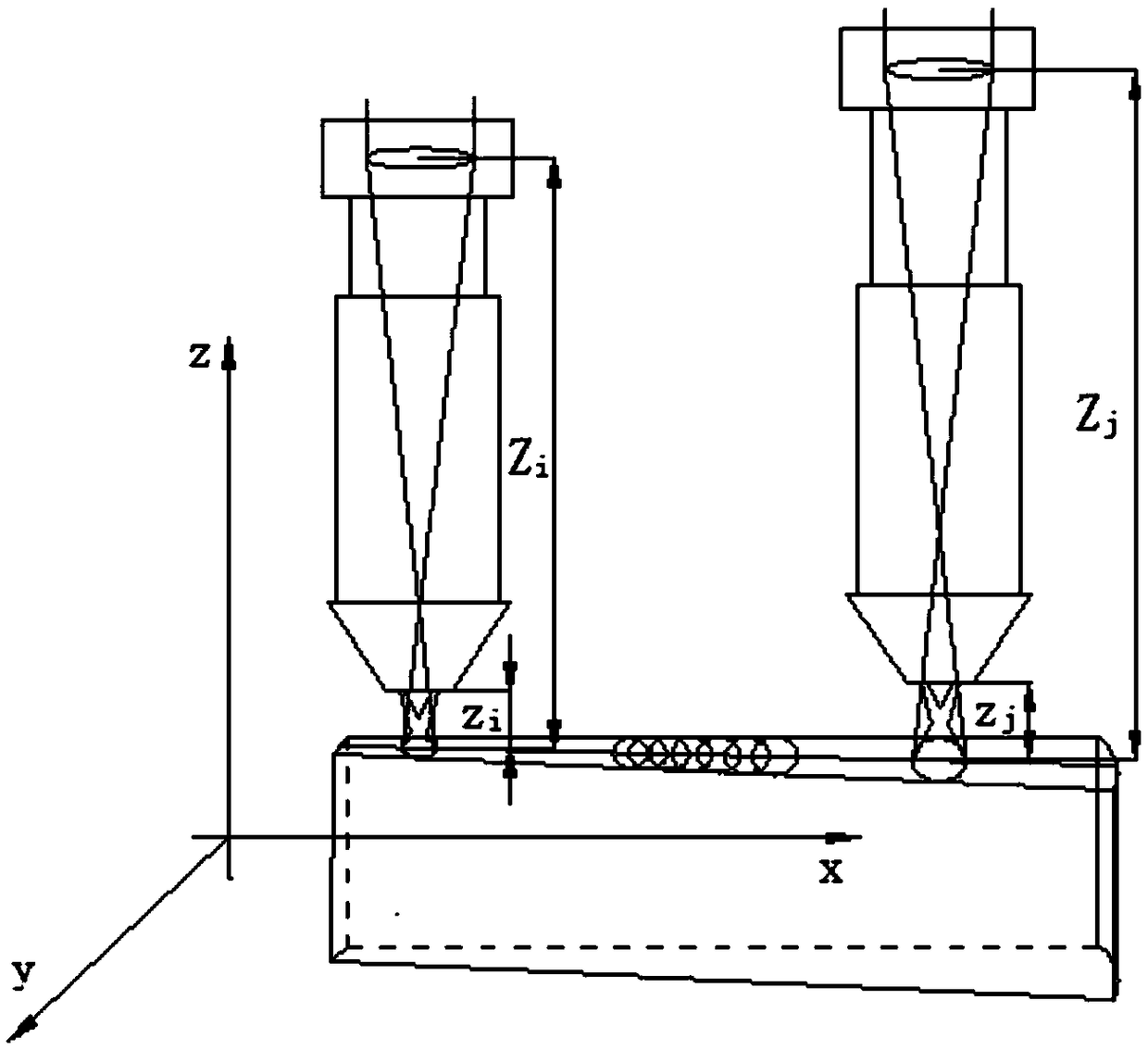
[0035] When adopting the method described in the present invention to form the member with variable wall thickness in one pass, such as figure 2 As shown, it includes the following steps.
[0036] Step 1. Obtain the correspondence between the spot size of the workpiece processing surface and the distance Z from the focusing mirror to the workpiece processing surface, and the relationship between the powder spot size and the distance z from the powder feeding nozzle to the workpiece processing surface through experimental measurement and optical geometry calculation. Correspondence;
[0037] Step 2, through the process experiment and the measurement of the geometric dimensions of the cladding layer, establish a process database including the correspondence between the three data of cladding layer size, spot size and powder spot size, and establish the cladding layer size based on the data of the process database Controllable spot and powder spot synergistic control strategy; ...
example 2
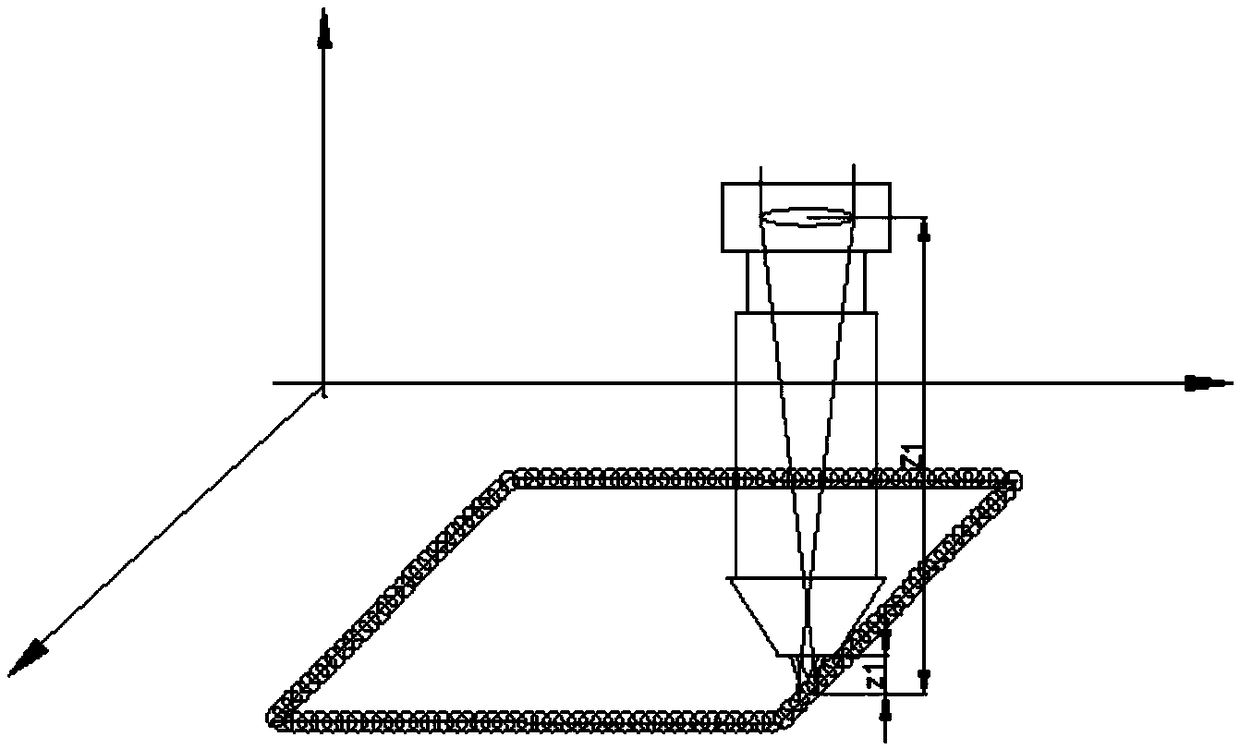
[0044] Using the method of the present invention to improve the forming efficiency and precision of laser additive manufacturing when forming thick and large components, such as Figure 4 As shown, it specifically includes the following steps:
[0045] Step 1. Obtain the correspondence between the spot size of the workpiece processing surface and the distance Z from the focusing mirror to the workpiece processing surface, and the relationship between the powder spot size and the distance z from the powder feeding nozzle to the workpiece processing surface through experimental measurement and optical geometry calculation. Correspondence;
[0046] Step 2, through the process experiment and the measurement of the geometric dimensions of the cladding layer, establish a process database including the correspondence between the three data of cladding layer size, spot size and powder spot size, and establish the cladding layer size based on the data of the process database Controlla...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More