

Manufacturing method for large-diameter austenitic stainless steel thick-wall pipe
A technology of austenitic stainless steel and a manufacturing method, which is applied in the directions of manufacturing tools, metal rolling, metal rolling, etc., can solve the problems of large-diameter thick-walled tubes with coarse grain size, long production cycle, and low yield, etc. The effect of reducing the manufacturing process, improving the yield and improving the uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0053] Homogenization heat treatment of embodiment 1 hot-rolled tube billet
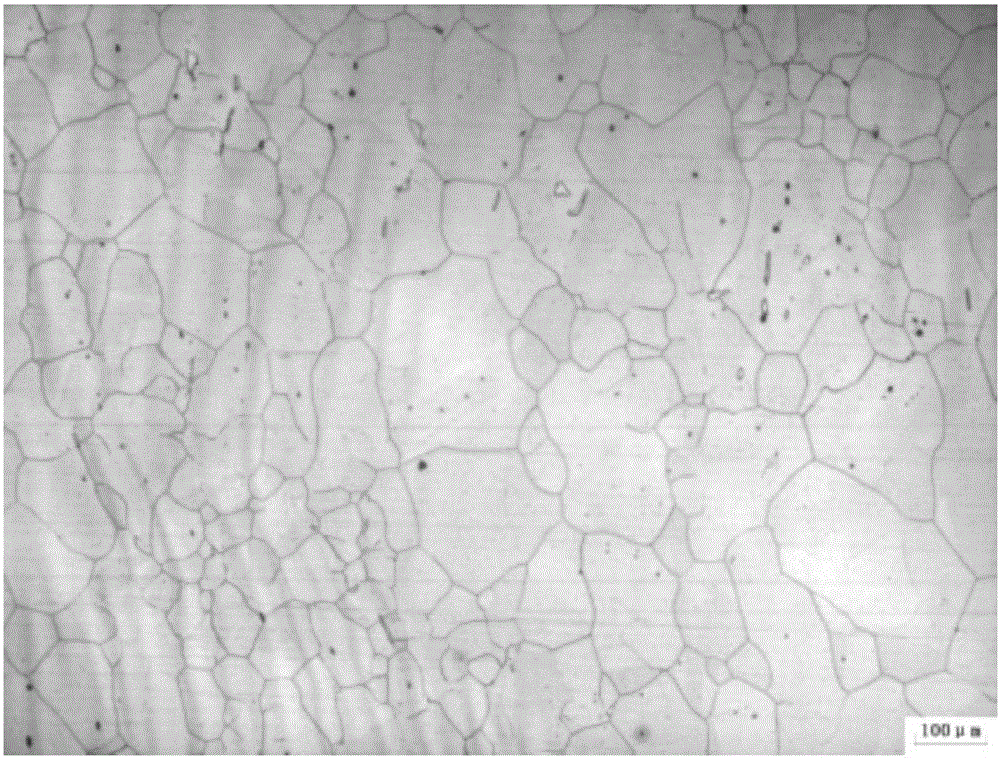
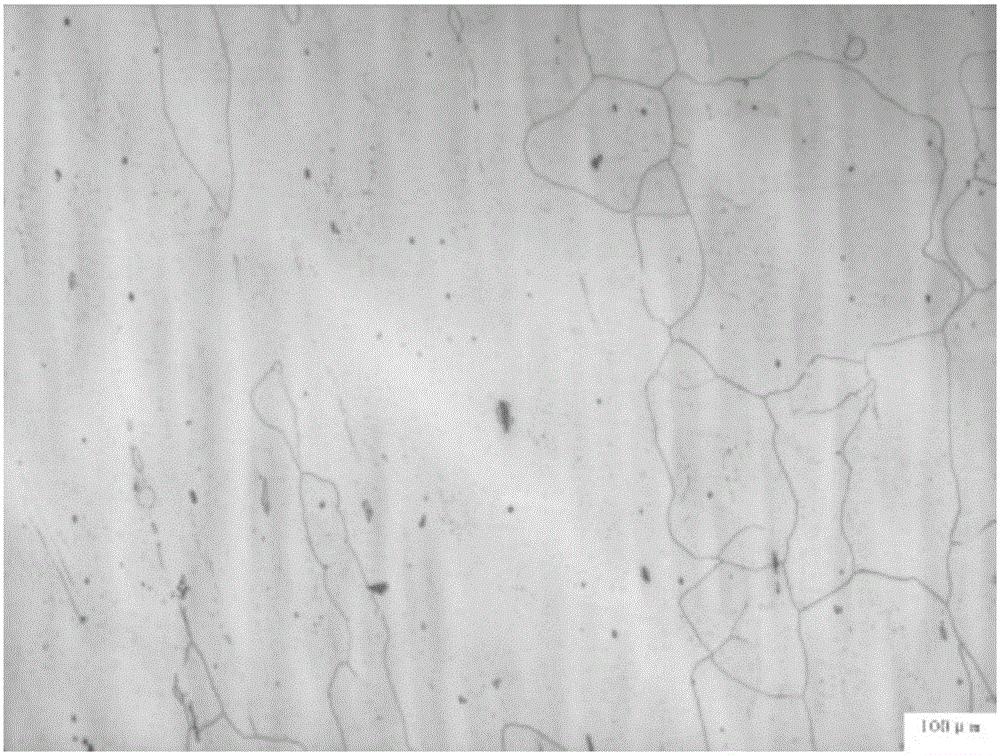
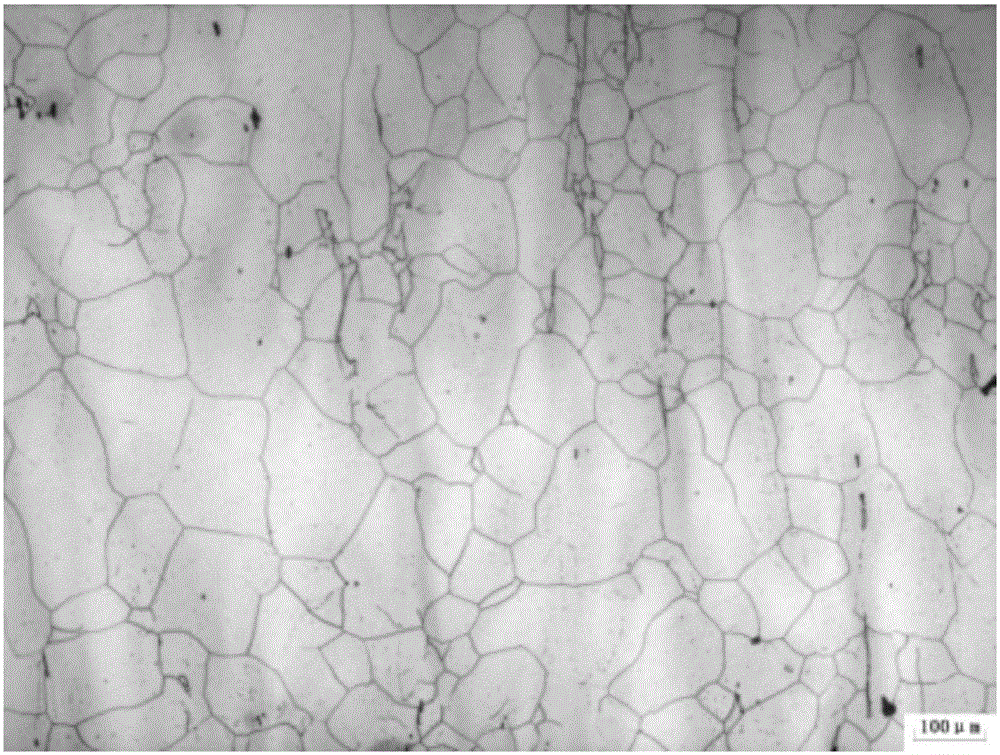
[0054] figure 1 , figure 2 and image 3 The grain structures of the inner wall, core and outer wall of the hot-rolled billet with furnace number 1# after heat treatment at 1080°C are shown respectively; Figure 4 , Figure 5 and Figure 6 The grain structures of the inner wall, core and outer wall of the hot-rolled billet with heat number 1# after homogenization heat treatment at 1180°C are shown respectively. After the hot-rolled tube blank is heat-treated at 1080°C, the inner and outer walls are completely recrystallized, the recrystallized grain size is small, the recrystallization in the core is not complete, and there is still an incompletely recrystallized as-cast structure; after 1180°C high temperature uniformity After the heat treatment, the inner wall, outer wall and core have completely recrystallized structure, and the grain size is relatively uniform. It can be seen that increasin...
Embodiment 2
[0055] Embodiment 2 Microstructure regulation and annealing heat treatment of cold-rolled tube billet
[0056] Figure 9 , Figure 10 and Figure 11 The grain structure of the core part of the tube wall after the heat treatment of the cold-rolled tube blank with the furnace number 2# after the microstructure control heat treatment at 830°C, 930°C and 1050°C respectively is shown. After heat treatment at 930°C and 1050°C, the cold-rolled tube billet has undergone complete recrystallization. After heat treatment at 1050°C, the recrystallized grain size in the core of the tube wall is large, and its grain size is 3.5. After heat treatment at 930°C, the tube wall The recrystallized grain size in the core is small, and the grain size is 4.5; after heat treatment at 830 ℃, the cold-rolled tube billet is not completely recrystallized, and the grain is coarse, which is 2.0. Figure 8 The relationship between the annealing heat treatment temperature and the grain size of the core of...
Embodiment 3
[0059] Embodiment 3 roll diameter
[0060] Rolled by cold rolls with diameters of 600mm, 800mm and 1000mm The grain size of the core part of the pipe wall of the cold-rolled finished pipe is 4.5, 5.0 and 5.5 respectively, Figure 18 , Figure 19 and Figure 20 The grain structures of the inner wall, core and outer wall of the finished pipe rolled by 1000 mm cold roll are shown respectively. It can be seen that increasing the diameter of the cold rolling roll of the finished pipe has a good beneficial effect on refining the grains in the core of the pipe wall. Further control the roll diameter between 700-1200mm, the grain size of the finished pipe can be controlled at 5.0 and above.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More