Hardfacing self-protection flux-cored wire
A flux-cored wire, self-protection technology, applied in welding media, welding equipment, welding/cutting media/materials, etc., can solve the problems of low transition coefficient, waste of resources, expensive nitrogen-containing alloy powder, etc., and achieve enhanced wear resistance. performance, improve hardness and strength, good effect of welding process performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
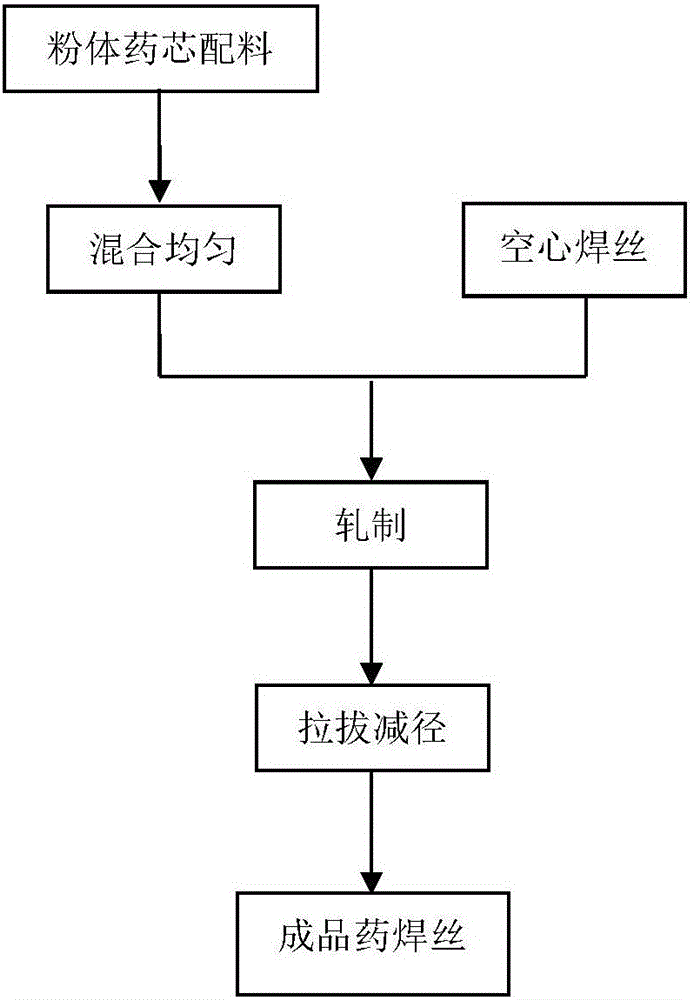
[0022] A self-protecting flux-cored welding wire for wear-resistant surfacing welding, comprising a hollow welding wire of H08A low-carbon steel and a powder flux core arranged in the hollow welding wire, and the powder flux core is composed of the following raw materials in weight percentage: low-carbon chromium 50% iron, 12% rutile, 3% marble, 8% fluorite, 5% zircon, deoxidizer (mixture of aluminum powder, ferrosilicon and ferromanganese in a weight ratio of 1:1:1) 8%, ferrotitanium 6%, ferroniobium 4%, ferrovanadium 4%, filling rate 33wt%. As shown in Figure 1, it is made by the following steps: mix the raw materials of the powder core, stir evenly, then fill it in the hollow welding wire, and perform rolling and drawing in sequence to obtain the wear-resistant surfacing welding self-protection of the present invention. Flux cored wire.
[0023] The average hardness of the surfacing layer of flux-cored wire is HRC58.
Embodiment 2
[0025] A self-protecting flux-cored welding wire for wear-resistant surfacing welding, comprising a hollow welding wire of H08A low-carbon steel and a powder flux core arranged in the hollow welding wire, and the powder flux core is composed of the following raw materials in weight percentage: low-carbon chromium 55% iron, 7% rutile, 1% marble, 5% fluorite, 3% zircon, deoxidizer (a mixture of aluminum powder, ferrosilicon and ferromanganese in a weight ratio of 1:1:1) 12%, ferrotitanium 5%, ferroniobium 6%, ferrovanadium 6%, filling rate 35wt%. The preparation method is the same as in Example 1.
[0026] The average hardness of the surfacing layer of flux-cored wire is HRC55.
Embodiment 3
[0028] A self-protecting flux-cored welding wire for wear-resistant surfacing welding, comprising a hollow welding wire of H10 low-carbon steel and a powder flux core arranged in the hollow welding wire, and the powder flux core is composed of the following raw materials in weight percentage: low-carbon chromium 60% iron, 5% rutile, 5% marble, 2% fluorite, 2% zircon, deoxidizer (a mixture of aluminum powder, ferrosilicon and ferromanganese in a weight ratio of 1:1:1) 5%, ferrotitanium 10%, ferroniobium 3%, ferrovanadium 8%, filling rate 30wt%. The preparation method is the same as in Example 1. The average hardness of the surfacing layer of flux-cored wire is HRC45.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com